

Electrostatic powder coating is a sophisticated method that leverages the principles of electrostatic attraction to achieve a flawless and efficient application of powder coatings onto various surfaces. In this process, the powder coating gun plays a pivotal role. The gun imparts an electric charge to the powder particles, which are then sprayed onto the object to be coated.
The electrostatic charge applied to the powder particles causes them to adhere to the grounded surface, creating an even and uniform coating. This method ensures that the powder adheres to the substrate effectively, reducing waste and enhancing coating efficiency. The electrostatic nature of the process also enables better coverage on complex shapes and hard-to-reach areas.
One of the key advantages of electrostatic powder coating is its environmental friendliness. Unlike traditional liquid coatings, it doesn’t involve solvents, reducing the release of volatile organic compounds (VOCs) into the atmosphere. This makes it a preferred choice for industries aiming to meet stringent environmental regulations.
The electrostatic powder coating process typically involves a few essential components: the powder coating gun, a power supply to generate the electrostatic charge, and a grounded substrate. The gun, equipped with nozzles and adjustable settings, allows for precise control over the spray pattern and coating thickness.
Powder Coating Gun

As technology advances, modern powder coating guns incorporate features such as variable voltage and current settings, allowing operators to optimize the coating process for different materials and applications. The electrostatic powder coating method has become a cornerstone in the finishing industry, offering durability, versatility, and environmental sustainability in coating applications across various sectors.
Coating, in the context of powder coating guns, refers to the application of a protective and decorative layer onto surfaces using finely ground particles of pigment and resin. This process serves to enhance the appearance, durability, and resistance of the coated object to various environmental factors.
Powder coating, as a coating method, provides several advantages over traditional liquid coatings. The powder is typically composed of a mixture of finely ground particles, which may include pigments, resins, flow modifiers, and curing agents. The coating process involves applying an electrostatic charge to the powder particles, which are then attracted to the grounded substrate.
Once applied, the coated object is subjected to a curing process, often involving heat, which causes the powder particles to melt and fuse into a continuous, protective coating. This method results in a uniform and durable finish that adheres well to the substrate, providing resistance to corrosion, chemicals, UV rays, and other environmental elements.
The versatility of powder coating extends to various materials, including metals, plastics, and even MDF (Medium Density Fiberboard). This adaptability makes it a preferred choice in industries ranging from automotive and architecture to household appliances and furniture.
Coating thickness is a critical parameter controlled by the powder coating gun settings, ensuring that the desired protective layer is achieved without wastage. Additionally, the ability to choose from a wide range of colors and finishes adds an aesthetic dimension to the coating process, making it suitable for both functional and decorative purposes.
In summary, coating with a powder coating gun offers a robust, environmentally friendly, and aesthetically pleasing solution for enhancing the performance and appearance of diverse objects across various industries.
The powder coating gun is a fundamental tool in the powder coating process, serving as the primary apparatus for applying the powder coating onto surfaces with precision and control. It plays a crucial role in the electrostatic application method, where an electric charge is imparted to the powder particles for efficient and uniform coating.
Powder coating guns typically consist of a handle, control panel, nozzles, and a powder delivery system. The handle allows for ergonomic control, while the control panel enables operators to adjust key parameters such as voltage, current, and airflow. These adjustments are essential for tailoring the coating process to specific materials, shapes, and coating requirements.
The nozzles on the powder coating gun influence the spray pattern and particle distribution. Various nozzle designs cater to different applications, from broad coverage for large surfaces to fine detail work on intricate shapes. This versatility ensures that the gun can be adapted to meet the demands of diverse coating projects.
The powder delivery system in the gun facilitates the flow of powder to the nozzle, where it is charged electrostatically before being sprayed onto the grounded substrate. This process is finely tuned to achieve an even and consistent coating thickness, preventing issues such as over-spray or uneven application.
Modern powder coating guns often feature advanced technology, including programmable controls and digital interfaces, allowing operators to precisely adjust and monitor the coating parameters. Additionally, some guns are designed for quick color changes, improving efficiency in production environments where multiple colors or coatings are applied sequentially.
In summary, the powder coating gun is a sophisticated tool that empowers operators to achieve high-quality finishes efficiently. Its design and functionality contribute significantly to the success of the powder coating process, making it an indispensable component in various industries seeking durable, attractive, and environmentally friendly coatings.
Spraying, in the context of powder coating guns, refers to the application of the charged powder particles onto the surface of an object to create a uniform and adherent coating. This pivotal step in the powder coating process involves the controlled release of powder from the gun’s nozzle, guided by the principles of electrostatic attraction.
The spraying process is initiated when the operator activates the powder coating gun. The gun imparts an electrostatic charge to the finely ground powder particles as they pass through the gun’s delivery system. This charged powder is then expelled through the nozzle in a controlled spray pattern, creating a cloud of particles that is attracted to the grounded object.
The key to successful spraying lies in achieving an even and consistent distribution of powder across the entire surface. Powder coating guns are equipped with adjustable nozzles and settings, allowing operators to customize the spray pattern to match the specific shape and size of the object being coated. This adaptability ensures that even complex geometries can receive a uniform coating.
Controlling factors such as gun voltage, current, and airflow during spraying is essential for achieving the desired coating thickness and appearance. Fine-tuning these parameters enables operators to optimize the efficiency of the powder coating process, minimizing waste and ensuring a high-quality finish.
The spraying phase is followed by the curing process, where the coated object is exposed to heat to melt and fuse the powder particles into a continuous coating. This curing step solidifies the sprayed powder into a durable and resilient finish that offers protection against corrosion, chemicals, and environmental elements.
In summary, spraying is a critical stage in the powder coating process, where the powder coating gun’s precision and adaptability play a crucial role in achieving a flawless and functional coating on a wide range of surfaces and objects.
Finish, in the context of powder coating, refers to the final appearance and characteristics of the coated surface after the curing process. Achieving the desired finish is a crucial aspect of powder coating applications, as it not only enhances the visual appeal but also contributes to the durability and functionality of the coated object.
The finish of a powder-coated surface can vary widely, encompassing aspects such as color, texture, gloss level, and overall aesthetic quality. Powder coatings are available in an extensive range of colors, allowing for customization to meet specific design preferences or corporate branding requirements. Common finishes include matte, satin, semi-gloss, and high-gloss options.
Texture is another dimension of the finish, and it can be manipulated during the powder coating process. Specialized powders may create textured or patterned finishes, providing not only visual interest but also improved grip or tactile qualities for certain applications.
The gloss level of a powder-coated finish is adjustable based on the desired level of reflectivity. This can range from a flat or low-gloss finish for a subtle and muted appearance to a high-gloss finish that imparts a reflective and polished look. The choice of gloss level often depends on the application and the aesthetic preferences of the end-user.
In addition to the visual aspects, the finish contributes significantly to the functional characteristics of the coated object. Powder coatings provide a protective layer that enhances resistance to corrosion, chemicals, UV rays, and abrasion. This durability ensures that the finished product maintains its appearance and performance over an extended period.
In summary, the finish in powder coating represents the culmination of the coating process, where careful consideration of color, texture, and gloss level results in a visually appealing and durable surface. This versatility makes powder coating an ideal choice for a wide range of applications across industries seeking both aesthetic appeal and long-lasting performance.
The substrate in powder coating refers to the material or surface onto which the powder coating is applied. It is a critical factor influencing the adhesion, durability, and overall success of the powder coating process. Powder coatings are versatile and can be applied to various substrates, including metals, plastics, and composites.
Metal substrates, such as steel and aluminum, are commonly coated using powder coating due to their durability and susceptibility to corrosion. The electrostatic application of powder ensures an even and protective coating, enhancing the substrate’s resistance to environmental elements and extending its lifespan.
Plastic substrates, including thermoplastics and thermosets, can also be effectively powder coated. Proper surface preparation is crucial to ensure adhesion, and the ability to coat plastics expands the range of applications, from automotive components to household items.
Wood and medium-density fiberboard (MDF) are additional substrates that can benefit from powder coating. This allows for a decorative and protective finish on furniture, cabinetry, and other wooden surfaces, offering durability and a wide range of color options.
The choice of substrate influences the pretreatment process before powder coating. Surface cleaning and preparation, often involving methods like sandblasting or chemical treatment, are tailored to the specific characteristics of the substrate to ensure optimal adhesion and coating performance.
Understanding the properties of different substrates is essential for adjusting powder coating parameters, such as curing temperature and time, to achieve the desired finish without compromising the integrity of the substrate material. This adaptability makes powder coating a versatile solution across diverse industries where various substrates are utilized.
In summary, the substrate is a foundational element in powder coating, and the compatibility of powder coatings with different substrates contributes to its widespread use in enhancing the appearance and durability of a broad range of products and surfaces.
Curing after Powder Coating

Curing is a crucial stage in the powder coating process, representing the transformation of the applied powder into a durable and solid protective finish. After the powder is sprayed onto the substrate and adheres through electrostatic attraction, the coated object undergoes a curing process to achieve the desired performance and appearance.
Curing typically involves exposing the coated object to elevated temperatures within a curing oven. The heat causes the powder particles to melt and flow, fusing into a continuous film on the substrate. This molecular bonding process ensures a robust and resilient coating that adheres tightly to the surface.
The specific curing conditions, including temperature and duration, depend on the powder formulation and the substrate material. It’s essential to follow manufacturer recommendations to achieve optimal curing and ensure the coating’s performance characteristics, such as hardness, adhesion, and chemical resistance.
The curing process is carefully controlled to prevent issues such as over-baking or under-curing. Over-baking can lead to discoloration or reduced coating performance, while under-curing may result in insufficient adhesion and durability. Achieving the right balance is critical for obtaining a high-quality finish.
In some cases, alternative curing methods, such as infrared curing, may be employed. These methods offer advantages such as quicker curing times and energy efficiency. However, the choice of curing method should align with the specific requirements of the coating and the production environment.
In summary, the cure stage in powder coating is a vital step that transforms the applied powder into a durable and protective finish. Precision in controlling curing parameters ensures the coating’s integrity and contributes to the overall success of the powder coating process in providing long-lasting, high-performance finishes.
Achieving a uniform coating is a key objective in powder coating, ensuring consistent coverage and appearance across the entire surface of the coated object. Uniformity is essential for both aesthetic reasons and functional performance, as uneven coatings can lead to issues such as color variations, reduced durability, and compromised protection against environmental factors.
The powder coating gun’s design and settings play a crucial role in achieving uniformity during the spraying process. Adjustable nozzles, control over voltage and current settings, and careful calibration contribute to an even distribution of charged powder particles, preventing over-spray or uneven application.
Proper substrate preparation is another factor influencing uniformity. Surface cleaning and pretreatment processes help create an ideal foundation for the powder to adhere uniformly, preventing issues like poor adhesion or coating defects.
The curing process also impacts uniformity, as consistent application of heat ensures that the powder particles melt and fuse uniformly, creating a continuous and robust coating. Monitoring and controlling curing conditions, including temperature and dwell time, contribute to the overall uniformity of the finished product.
Quality control measures, such as regular inspections and testing, are employed to detect and address any potential issues related to uniformity. This attention to detail ensures that the powder coating meets not only aesthetic expectations but also functional requirements, providing a reliable and visually appealing finish.
In summary, achieving uniformity in powder coating involves a combination of precision in application, substrate preparation, curing conditions, and quality control measures. This commitment to uniform coating contributes to the success of powder coating in delivering consistent and high-quality finishes across a wide range of applications and industries.
Spray, in the context of powder coating, refers to the method of applying charged powder particles onto a substrate using a powder coating gun. This process involves the controlled release of the powder through the gun’s nozzle, creating a fine spray that adheres to the grounded object, ultimately forming a uniform and protective coating.
The powder coating gun plays a pivotal role in the spraying process, as it imparts an electrostatic charge to the powder particles. This charge causes the powder to be attracted to the grounded substrate, ensuring even coverage and adhesion. The spray pattern, determined by the design of the gun and adjustable settings, allows for flexibility in coating various shapes and sizes of objects.
Controlling the parameters of the spray is crucial for achieving the desired coating thickness, appearance, and overall quality. Operators can adjust factors such as gun voltage, current, and airflow to tailor the spray to the specific requirements of the substrate and coating formulation.
Efficiency in the spraying phase contributes to the overall effectiveness of powder coating, minimizing waste and ensuring a smooth and consistent application. Proper spraying techniques and attention to detail during this stage result in a high-quality finish that meets both aesthetic and functional expectations.
In summary, spray in powder coating is the dynamic process through which charged powder particles are applied to a substrate, forming a durable and visually appealing coating. The precision of the powder coating gun and careful control of spraying parameters contribute to the success of this stage in achieving optimal results across a diverse range of applications.
Powder Coating Thickness
Coating thickness is a critical parameter in powder coating, influencing both the aesthetic appearance and functional performance of the finished product. It refers to the depth or height of the applied powder coating on the substrate and is a key aspect that needs careful control during the coating process.
The powder coating gun’s settings, including the voltage, current, and nozzle adjustments, play a crucial role in determining the coating thickness. These parameters are carefully calibrated to achieve the desired level of coverage while avoiding issues such as over-application (excessive coating thickness) or under-application (insufficient coating).
Achieving a uniform coating thickness is essential to ensure consistent color and appearance across the entire surface of the coated object. Variations in coating thickness can lead to visual defects and impact the overall quality of the finished product.
In addition to aesthetic considerations, the coating thickness is directly related to the functional properties of the coating. Thicker coatings may provide enhanced durability and protection against environmental factors, but they also require proper curing to prevent issues like over-baking.
Quality control measures, such as using coating thickness gauges and conducting regular inspections, are employed to verify that the coating meets specified thickness requirements. This attention to detail ensures that the powder coating delivers the intended level of protection and visual appeal.
In summary, coating thickness is a crucial factor in powder coating, requiring precise control during the application process. Balancing aesthetic and functional considerations, operators strive to achieve a uniform and appropriate coating thickness to meet the specific requirements of diverse applications and industries.
Tribo and Corona
Tribocharging is an alternative method of electrostatic powder coating that relies on friction to generate an electrostatic charge on the powder particles. In this process, the powder is given a charge through the frictional contact between the powder particles and a non-metallic material, typically within a specially designed tribocharging gun.
Unlike conventional corona charging, which uses a high-voltage electrostatic field to charge the powder particles, tribocharging does not rely on an external power source. Instead, the tribocharging gun is equipped with components that induce friction between the powder particles and the non-metallic material, creating a static charge on the powder.
Tribocharging offers advantages in certain applications, such as the ability to coat heat-sensitive substrates without the need for a high-voltage power supply. Additionally, tribocharged powders may exhibit different application characteristics, influencing factors like powder flow and transfer efficiency.
The tribocharging process requires careful consideration of the powder formulation, the design of the tribocharging gun, and the characteristics of the substrate. Operators can adjust parameters to optimize the tribocharging process for specific coating requirements, providing flexibility in powder coating applications.
While corona charging remains more common in industrial powder coating, tribocharging is employed in specialized situations where its unique characteristics align with the demands of the coating process and substrate materials.
In summary, tribocharging in powder coating represents an electrostatic application method that relies on friction to charge powder particles, offering an alternative approach with specific advantages in certain coating scenarios.
Corona charging is a prevalent electrostatic powder coating method that involves the use of a high-voltage electrostatic field to charge the powder particles. In this process, the powder is fed through the corona gun, where it passes through a charging field created by a high-voltage electrode. The electrostatic charge on the powder particles facilitates their attraction to the grounded substrate, resulting in a uniform and adherent coating.
Corona charging is known for its efficiency in achieving high transfer rates, ensuring that a significant portion of the charged powder particles adheres to the substrate. The corona gun’s design, including the electrode configuration and powder delivery system, contributes to the precision and control of the coating process.
Operators can adjust parameters such as gun voltage, current, and airflow to optimize the corona charging process for different coating requirements and substrate materials. This adaptability makes corona charging a versatile method suitable for a wide range of industrial applications.
The reliability and speed of corona charging make it a popular choice in large-scale powder coating operations, where efficiency and consistent results are paramount. It is commonly used in various industries, including automotive, appliances, furniture, and architectural applications.
In summary, corona charging is a widely adopted electrostatic powder coating method that relies on a high-voltage electrostatic field to efficiently and precisely apply powder coatings. Its versatility and effectiveness contribute to its prominence in industrial powder coating processes.
Powder particles are the finely ground elements that constitute the powder used in powder coating. These particles typically consist of a mixture of pigments, resins, flow modifiers, and curing agents. The size and composition of powder particles are crucial factors influencing the properties of the powder coating, including adhesion, appearance, and durability.
The size of powder particles can vary, ranging from micrometers to tens of micrometers. Finer particles often contribute to smoother and more uniform coatings, while larger particles may influence texture and appearance. The distribution of particle sizes within the powder formulation is carefully controlled to ensure consistent application and optimal performance.
During the powder coating process, these particles are charged, either through corona charging or tribocharging, to create an electrostatically charged cloud of powder. The electrostatic charge enables the powder particles to be attracted to the grounded substrate, forming a cohesive and even coating.
The selection of powder particles depends on the specific requirements of the coating, such as color, texture, and performance characteristics. Powder coatings are available in a wide range of formulations to accommodate various applications across different industries.
Understanding the behavior and characteristics of powder particles is essential for operators to optimize the powder coating process. It involves considerations such as powder flow, adhesion, and the ability to withstand the curing process, ensuring the powder particles contribute to the creation of a durable and high-quality finish.
In summary, powder particles are the building blocks of powder coatings, and their size, composition, and behavior play a pivotal role in determining the properties and performance of the final coated product.
In powder coating, a Faraday cage effect is a phenomenon that occurs during the electrostatic spraying process when charged powder particles exhibit a tendency to avoid certain areas on a substrate, creating uneven coating thickness in recessed or shielded regions. This effect is named after the physicist Michael Faraday, who studied the behavior of electric fields.
When a substrate has recesses or areas shielded from the direct line of sight of the powder spray, the electrostatically charged powder particles tend to be repelled from these regions. This is due to the electrostatic forces pushing the charged particles away from the grounded surfaces within the recesses, creating a Faraday cage-like effect.
To overcome the Faraday cage effect and achieve a more uniform coating, operators may need to adjust the spraying technique, alter gun settings, or use specialized nozzles that enhance powder penetration into recessed areas. Additionally, part design considerations, such as minimizing recesses or ensuring adequate grounding in complex geometries, can help mitigate the impact of the Faraday cage effect.
Understanding and addressing the Faraday cage effect are crucial in achieving consistent and high-quality powder coatings, particularly on objects with intricate or irregular shapes where recessed areas are common.
In summary, the Faraday cage effect in powder coating refers to the uneven distribution of charged powder particles in recessed or shielded areas, necessitating specific techniques and adjustments to ensure a uniform and effective coating on complex surfaces.
Powder Booth

A powder booth is an enclosed workspace specifically designed for the application of powder coatings. It provides a controlled environment where the powder coating process can take place efficiently while containing overspray and ensuring operator safety. Powder booths play a crucial role in maintaining a clean and organized coating environment.
Key features of a powder booth include:
- Enclosure: Powder booths are typically enclosed to contain the powder overspray and prevent it from spreading into the surrounding workspace. This containment helps maintain a clean working environment and reduces the risk of contamination.
- Airflow and Ventilation: Proper airflow is essential in a powder booth to capture and control the movement of powder particles. Ventilation systems, including exhaust fans and filters, are used to remove airborne particles and ensure a safe working atmosphere.
- Lighting: Adequate lighting is crucial for operators to visually inspect the coating process and ensure uniform coverage. Well-lit booths contribute to better quality control during the application of powder coatings.
- Reclaim System: Many powder booths are equipped with a reclaim system designed to recover and reuse oversprayed powder. This system helps minimize waste and improve efficiency in powder usage.
- Grounding: Ensuring that the booth and the objects being coated are properly grounded is essential to the electrostatic powder coating process. Grounding prevents issues such as Faraday cage effects and enhances the overall efficiency of the coating.
- Safety Measures: Powder booths often incorporate safety features, such as fire suppression systems, to ensure a secure working environment. Additionally, proper personal protective equipment (PPE) is recommended for operators working in or around the booth.
Powder booths are widely used in various industries, including automotive, aerospace, furniture, and manufacturing, where a controlled and clean environment is essential for achieving high-quality powder coatings.
In summary, a powder booth is a specialized enclosure designed to facilitate efficient and controlled powder coating processes, contributing to the production of consistent, high-quality finishes while prioritizing safety and environmental considerations.
Gun Settings:
Gun settings in powder coating refer to the adjustable parameters and configurations on a powder coating gun that operators can modify to control the spraying process. These settings are crucial for achieving the desired coating thickness, appearance, and overall quality. Common gun settings include:
- Voltage: Adjusting the voltage on the powder coating gun controls the strength of the electrostatic charge applied to the powder particles. Higher voltage settings can result in a stronger attraction between the powder and the substrate, affecting coating thickness.
- Current: Current settings regulate the flow of charged powder particles. Operators can adjust the current to control the amount of powder being sprayed, influencing the coating’s overall thickness.
- Airflow: The airflow setting determines the velocity at which the powder is propelled out of the gun. Controlling airflow is essential for achieving the desired spray pattern and coverage, especially in intricate or recessed areas.
- Nozzle Configuration: Powder coating guns come with different nozzle options, allowing operators to customize the spray pattern. Nozzle choices range from wide patterns for broad coverage to fine patterns for detailed work.
- Pattern Adjustments: Some powder coating guns offer adjustable spray patterns, enabling operators to modify the shape and size of the sprayed area. This feature is valuable when coating objects with varying geometries.
- Powder Flow Control: Operators can regulate the rate at which powder is released from the gun. Proper control of powder flow ensures consistent coverage and prevents issues such as over-spray or insufficient coating.
- Gun-to-Part Distance: The distance between the powder coating gun and the object being coated is a critical parameter. Operators must maintain an optimal distance to achieve uniform coverage and prevent issues related to particle velocity and pattern width.
Fine-tuning these gun settings requires expertise and an understanding of the specific requirements of the coating job. Operators often perform trial runs and make adjustments to ensure optimal results in terms of coating thickness, appearance, and efficiency.
In summary, gun settings play a vital role in the powder coating process, allowing operators to customize and control various parameters for precise and effective application of powder coatings.
Grounding
Grounding is a fundamental aspect of the electrostatic powder coating process, ensuring the effective and efficient application of charged powder particles onto a substrate. Proper grounding is critical for achieving uniform coating thickness, minimizing issues such as Faraday cage effects, and ensuring the overall success of the powder coating application.
Key points related to grounding in powder coating include:
- Grounded Substrate: The object or substrate being coated must be effectively grounded to attract the charged powder particles. Ensuring a good electrical connection between the substrate and the ground helps maintain a consistent and uniform coating.
- Grounding Rod: In some cases, a grounding rod may be used to enhance the grounding of the substrate. This rod is connected to the object being coated, providing a direct path for electrical discharge and improving the efficiency of powder particle attraction.
- Grounding of Equipment: All equipment involved in the powder coating process, including the powder coating gun, must be properly grounded to prevent issues such as electrostatic discharge and ensure the safe and reliable operation of the equipment.
- Personnel Grounding: Operators working with powder coating equipment may use grounding straps or footwear to prevent the buildup of static electricity on their bodies. This measure helps maintain a controlled electrostatic environment and minimizes the risk of electrostatic discharge.
Proper grounding is essential not only for the success of the coating process but also for safety considerations. It helps prevent static electricity buildup, reduces the risk of equipment malfunctions, and ensures a stable electrostatic field during the powder coating application.
In summary, grounding is a critical element in the electrostatic powder coating process, contributing to the efficiency, safety, and overall quality of the coating application by establishing a reliable electrical connection between the substrate, equipment, and the ground.
Convection Cure
Convection cure is a method of curing powder coatings that relies on the use of heat through a convection oven. After the powder is applied to the substrate and has adhered through electrostatic attraction, the coated object is subjected to a convection curing process to transform the powder into a durable and solid finish.
Key aspects of convection cure in powder coating include:
- Convection Oven: The convection oven is a crucial component of the curing process. It uses forced air circulation to distribute heat evenly around the coated object, ensuring consistent curing across the entire surface.
- Temperature Control: The temperature at which the convection oven operates is carefully controlled to match the requirements of the powder coating formulation. This control is essential to prevent issues such as under-curing or over-curing, which can impact the coating’s performance.
- Dwell Time: The coated object remains in the convection oven for a specific duration known as the dwell time. This time is optimized to allow the powder to melt, flow, and cure thoroughly, creating a durable and high-quality finish.
- Uniform Curing: Convection cure provides uniform heating, ensuring that the entire coated surface experiences the same curing conditions. This uniformity contributes to consistent coating thickness and appearance.
- Energy Efficiency: Convection curing is often considered energy-efficient, as the forced air circulation promotes faster and more even heat transfer. This efficiency can be advantageous in industrial settings where large quantities of coated objects need to be processed.
Convection cure is widely used in powder coating applications across various industries, including automotive, appliances, and architectural components. It offers a reliable and efficient method for transforming powder coatings into durable finishes that exhibit excellent adhesion, chemical resistance, and overall performance.
In summary, convection cure is a vital step in the powder coating process, utilizing controlled heat in a convection oven to transform applied powder into a durable and high-quality finish on a diverse range of coated objects.
Batch System
A batch system in powder coating refers to a production setup where a discrete group or “batch” of items is coated at the same time. This approach is in contrast to continuous or conveyorized systems where items move continuously through the coating process. The batch system is characterized by the coating of a specific quantity of items in a single cycle.
Key features and considerations of a batch system in powder coating include:
- Loading and Unloading: Items are loaded into the coating area in a batch system before the coating process begins. Once the coating is complete, the batch is unloaded, and a new set of items can be loaded for the next cycle.
- Flexibility: Batch systems offer flexibility in handling different types or sizes of items within the same coating cycle. This adaptability is advantageous when dealing with diverse product lines or varying customer requirements.
- Customization: Each batch can be customized in terms of color, finish, or coating specifications based on the specific needs of the items being coated. This customization is beneficial for addressing unique customer requests or product variations.
- Processing Time: The processing time for a batch is determined by factors such as the coating method, curing time, and overall system efficiency. Batch systems may have longer cycle times compared to continuous systems but provide the advantage of handling multiple items simultaneously.
- Equipment Size: The size and capacity of the powder coating equipment, including ovens and booths, are designed to accommodate the quantity of items intended for a batch. This ensures efficient use of resources and energy during the coating process.
- Quality Control: Quality control measures are typically applied to each batch to ensure that the coating meets specified standards. This includes visual inspections, thickness measurements, and other relevant tests to verify the quality of the finished coating.
Batch systems are commonly employed in smaller-scale or job shop powder coating operations where the production volume may not justify the use of continuous conveyorized systems. They offer a practical and versatile solution for coating a variety of items in a controlled and customizable manner.
In summary, a batch system in powder coating involves the simultaneous coating of a discrete group of items, providing flexibility, customization, and quality control advantages, particularly suitable for smaller-scale or diversified production environments.
Powder Coating Line
A powder coating line refers to a systematic and integrated setup for applying powder coatings to a continuous stream of items in a production environment. It involves a series of interconnected components and processes designed to efficiently and consistently coat objects with powdered material. The powder coating line is a common approach in industrial settings where high-volume and continuous production is required.
Key components and features of a powder coating line include:
- Pre-treatment Area: Items entering the powder coating line may pass through a pre-treatment stage where they undergo cleaning, surface preparation, and chemical treatment to enhance adhesion and corrosion resistance.
- Powder Booth: The powder booth is a controlled environment where the powder coating is applied to the items. It typically includes features such as recovery systems to minimize powder waste, ventilation to capture overspray, and lighting for visibility.
- Powder Coating Guns: Automated or manual powder coating guns are used to apply the charged powder particles to the items. These guns are equipped with various settings for adjusting parameters like voltage, current, and spray pattern.
- Curing Oven: After the powder is applied, the items move through a curing oven. The oven exposes the coated items to controlled heat, allowing the powder to melt, flow, and cure, resulting in a durable and finished coating.
- Cooling Zone: Following curing, items may pass through a cooling zone to allow the coated surfaces to solidify and cool before further handling or packaging.
- Conveyor System: A conveyor system transports items through the different stages of the powder coating line. It ensures a continuous flow of items, optimizing production efficiency.
- Quality Control Stations: Various quality control measures, such as visual inspections, thickness measurements, and adhesion tests, may be integrated into the powder coating line to ensure that the coated items meet specified standards.
- Automation and Control Systems: Modern powder coating lines often incorporate automation and control systems to monitor and adjust parameters in real-time, optimizing efficiency and minimizing errors.
Powder coating lines are widely used in industries such as automotive manufacturing, appliance production, and architectural fabrication, where large volumes of items need to be coated consistently and with high-quality standards.
In summary, a powder coating line is a comprehensive and automated system designed for the continuous and efficient application of powder coatings to a stream of items, providing a reliable and scalable solution for industrial powder coating operations.
Powder Recovery System
A powder recovery system is an integral component in powder coating setups, designed to efficiently collect and reclaim oversprayed powder particles during the coating process. This system helps minimize waste, improve cost-effectiveness, and maintain a clean working environment.
Key components and aspects of a powder recovery system include:
- Collection Booth: The powder recovery process often begins in the collection booth, where oversprayed powder particles are captured. The booth is designed to contain the powder, preventing it from spreading into the surrounding workspace.
- Filters and Separators: Filters and separators within the collection booth help separate oversprayed powder particles from the air. The collected powder is then directed to a recovery hopper.
- Recovery Hopper: The recovery hopper is a container where the collected powder is stored. From here, the powder can be reintroduced into the powder coating system for reuse in subsequent coating cycles.
- Sieving System: To maintain the quality of the reclaimed powder, some systems include sieving or screening mechanisms. These processes help remove any contaminants or agglomerations, ensuring that the reclaimed powder maintains its desired characteristics.
- Powder Pumps and Feeders: Powder pumps and feeders transport the reclaimed powder from the recovery hopper back into the powder delivery system. This closed-loop system allows for the efficient reuse of oversprayed powder, reducing material costs and waste.
- Control Systems: Modern powder recovery systems often incorporate control systems to monitor and regulate the flow of recovered powder. This ensures that the right amount of reclaimed powder is reintroduced into the coating process.
The implementation of a powder recovery system contributes to sustainability by reducing material waste and improving overall efficiency in powder coating operations. It aligns with environmentally conscious practices and is particularly beneficial in high-volume production environments where minimizing material costs is essential.
In summary, a powder recovery system plays a crucial role in powder coating operations by capturing, reclaiming, and reintroducing oversprayed powder particles into the coating process. This closed-loop system enhances efficiency, reduces waste, and supports sustainable and cost-effective powder coating practices.
Powder Coating Defects:
Powder coating defects refer to undesired imperfections or irregularities that can occur during the powder coating process, leading to issues with the final coated product. Identifying and addressing these defects is crucial to ensure the quality and performance of the coated items. Some common powder coating defects include:
- Orange Peel: Orange peel is a texture defect characterized by a surface that resembles the skin of an orange. It occurs when the powder particles do not flow and level properly during curing, resulting in a textured or uneven finish.
- Craters or Fish Eyes: Craters or fish eyes are small, circular depressions in the coating caused by contaminants such as oils, greases, or silicone present on the substrate. These contaminants repel the powder, preventing proper adhesion.
- Pinholes: Pinholes are tiny voids or holes in the coating that can occur due to inadequate powder coverage or outgassing from the substrate during curing. They may compromise the protective properties of the coating.
- Color Variation: Inconsistent color across the coated surface can result from issues like uneven powder application, variations in curing conditions, or improper mixing of powder batches. Color variation affects the overall appearance of the finished product.
- Sagging or Runs: Excessive powder application or improper curing can lead to sagging or runs in the coating. This defect manifests as streaks or drips on the coated surface and negatively impacts the visual appeal of the product.
- Pitting: Pitting refers to the formation of small craters or pits in the coating, often caused by airborne contaminants or inadequate surface preparation. Pitting can compromise the coating’s protective properties.
- Poor Adhesion: Poor adhesion occurs when the coating does not adhere properly to the substrate. This defect may result from insufficient surface preparation, contamination, or inadequate curing conditions.
- Blistering: Blistering is the formation of bubbles or blisters on the coating surface, often caused by moisture trapped beneath the powder during application. The moisture vaporizes during curing, leading to blister formation.
Addressing powder coating defects involves careful troubleshooting, identifying the root causes, and implementing corrective measures. Proper surface preparation, adherence to recommended application parameters, and quality control measures are essential in preventing and minimizing defects in powder-coated products.
Powder Coating Thickness Measurement:
Powder coating thickness measurement is a critical aspect of quality control in the powder coating process. It involves assessing the thickness of the applied powder coating to ensure it meets specified requirements. Proper coating thickness is essential for achieving both aesthetic and functional performance.
Key methods and tools for powder coating thickness measurement include:
- Dry Film Thickness Gauge: This handheld device is commonly used to measure the thickness of dry powder coatings on a substrate. It typically consists of a magnetic or eddy current probe that is placed on the coated surface. The gauge provides a reading of the coating thickness in mils or micrometers.
- Magnetic and Eddy Current Measurement: These techniques involve using probes that generate a magnetic field or induce eddy currents in the substrate. The response of the magnetic field or eddy currents is then used to determine the thickness of the powder coating.
- Ultrasound Thickness Measurement: Ultrasound technology can be employed to measure the thickness of powder coatings. Ultrasound waves are directed at the coated surface, and the time taken for the waves to reflect back is used to calculate the coating thickness.
- X-ray Fluorescence (XRF): XRF is a non-destructive method that uses X-rays to analyze the elemental composition of the coating. While primarily used for measuring paint thickness on metal substrates, it can provide valuable information about the powder coating thickness.
- Cross-Sectional Measurement: In some cases, a cross-sectional analysis of a coated sample may be performed. This involves cutting a small sample, preparing a cross-section, and using microscopy to measure the coating thickness.
Accurate measurement of powder coating thickness is crucial to ensure the coating meets performance standards, adheres properly to the substrate, and provides the desired level of protection. Different methods may be chosen based on factors such as substrate material, coating type, and the precision required for the specific application.
Regular monitoring and adjustment of the powder coating process based on thickness measurements contribute to the overall quality and reliability of the coated products.
Powder Coating Adhesion Testing:
Powder coating adhesion testing is a crucial quality control process that assesses the bond strength between the coated surface and the substrate. Adequate adhesion is essential for the coating to perform well in terms of durability, resistance to environmental factors, and overall longevity. Several methods are used to evaluate the adhesion of powder coatings:
- Cross-Cut Adhesion Test (ASTM D3359): This commonly used method involves making a series of parallel cuts through the coating down to the substrate, creating a grid pattern. Adhesive tape is then applied to the cut area and quickly removed. The appearance of the cuts and any removed coating on the tape is assessed to determine the adhesion rating.
- Pull-Off Adhesion Test (ASTM D4541): In this test, a specialized instrument applies a tensile force to a dolly bonded to the coated surface. The force required to detach the dolly is measured, providing a quantitative measure of adhesion strength. This method is particularly useful for assessing the adhesion of thicker coatings.
- Knife or Razor Blade Adhesion Test: A sharp knife or razor blade is used to make a shallow cut through the coating, creating an incision. The adhesion is then evaluated based on the appearance of the cut and any subsequent coating removal.
- Bending and Flexibility Tests: Some adhesion tests involve subjecting the coated substrate to bending or flexing. This assesses the coating’s ability to withstand deformation without cracking or delaminating.
- Impact Test (ASTM D2794): This test evaluates the adhesion of a coating under impact conditions. A weighted pendulum strikes the coated surface, and the resulting damage or detachment of the coating is assessed.
Adhesion testing is essential to identify potential issues early in the coating process and to ensure that the finished product meets performance standards. Proper surface preparation, substrate condition, and adherence to recommended application parameters play significant roles in achieving optimal adhesion in powder coatings.
Powder Coating Cure Time
Powder coating cure time refers to the duration the coated substrate spends in the curing oven after the application of the powder. Proper curing is essential for achieving the desired properties of the powder coating, including adhesion, hardness, and durability.
Key aspects related to powder coating cure time include:
- Manufacturers’ Recommendations: Powder coating formulations come with specific cure time recommendations provided by the manufacturers. These recommendations consider factors such as the type of powder, substrate material, and desired coating properties.
- Curing Oven Temperature: The curing oven is set to a specific temperature based on the powder coating formulation. The temperature, in conjunction with the cure time, influences the powder’s melting and cross-linking processes, ensuring a durable and fully cured finish.
- Dwell Time: Dwell time refers to the duration the coated object spends inside the curing oven. It is a critical parameter that ensures the powder coating has sufficient time to melt, flow, and chemically react to form a cohesive and resilient finish.
- Thermosetting vs. Thermoplastic Powders: The cure time can vary between thermosetting and thermoplastic powders. Thermosetting powders undergo a chemical cross-linking reaction during curing, requiring a specific time and temperature for optimal results. Thermoplastic powders, on the other hand, melt and flow at elevated temperatures without undergoing a chemical reaction.
- Coating Thickness Consideration: The thickness of the powder coating can influence the required cure time. Thicker coatings may necessitate longer cure times to ensure complete melting and cross-linking throughout the entire thickness.
- Quality Control: Regular quality control measures, such as adhesion testing and visual inspection, may be conducted to verify that the powder coating has been adequately cured. This ensures that the finished product meets performance standards.
Proper adherence to recommended cure times is crucial for achieving a cured powder coating with the desired properties. Deviations from recommended cure parameters may result in defects such as under-curing or over-curing, impacting the coating’s performance and appearance.
Powder Coating Oven
A powder coating oven is a specialized heating chamber designed for the curing process of powder-coated materials. It plays a crucial role in transforming the applied powder into a durable and adherent finish by subjecting the coated items to controlled heat.
Key features and considerations related to powder coating ovens include:
- Temperature Control: Powder coating ovens are equipped with temperature control systems that allow operators to set and maintain specific temperatures. The chosen temperature is critical in achieving the necessary melting and curing of the powder coating.
- Convection Heating: Many powder coating ovens use convection heating, where air circulation ensures even distribution of heat around the coated items. This method contributes to uniform curing and consistent coating quality.
- Dwell Time: Dwell time refers to the duration that coated items spend inside the oven. It is carefully calculated to allow sufficient time for the powder coating to melt, flow, and undergo the curing process. Dwell time is a crucial parameter in achieving optimal results.
- Airflow and Ventilation: Proper airflow and ventilation systems help control the environment inside the oven. This ensures that heated air circulates effectively around the items being coated, contributing to uniform curing and preventing issues like overheating.
- Insulation: Ovens are often insulated to retain heat efficiently and minimize heat loss to the surrounding environment. Effective insulation contributes to energy efficiency and helps maintain stable curing conditions.
- Size and Capacity: Powder coating ovens come in various sizes to accommodate different quantities and sizes of coated items. The oven’s capacity should align with the production requirements of the coating operation.
- Cooling Zone: Some powder coating ovens include a cooling zone where coated items can gradually cool down after the curing process. This controlled cooling helps prevent defects and ensures the stability of the finished coating.
- Safety Features: Safety features such as temperature monitoring, emergency shutdown systems, and proper ventilation are essential to ensure a safe working environment for operators and prevent overheating issues.
Powder coating ovens are integral components of the powder coating process, providing the controlled environment necessary for curing and solidifying the powder coating on a variety of substrates. Properly designed and operated ovens contribute to the overall quality and durability of powder-coated finishes.
Powder Coating Masking Techniques:
Powder coating masking techniques are methods used to selectively protect certain areas of an object from receiving the powder coating. These techniques are essential when specific portions of an item need to remain uncoated or when multiple colors or finishes are applied to a single object. Common masking techniques include:
- Masking Tape and Plugs: Applying masking tape to cover areas that should remain uncoated is a straightforward technique. Plugs or caps can be inserted into holes or openings to prevent powder from entering specific spaces. After coating, the tape and plugs are removed to reveal the uncoated sections.
- High-Temperature Masking Tapes: When the curing process involves high temperatures, such as in industrial ovens, high-temperature masking tapes are used. These tapes can withstand elevated temperatures without leaving adhesive residue or compromising masking effectiveness.
- Liquid Masking Materials: Liquid masking materials, such as latex or rubber-based coatings, are applied to surfaces that need protection. Once dried, they form a flexible and peelable mask, which can be easily removed after the powder coating process.
- Die-Cut Masking Shapes: Pre-cut masking shapes, often made from materials like vinyl or polyester, are applied directly to the surface. These shapes are designed to cover specific areas, providing precise and repeatable masking.
- Masking Gels or Pastes: Masking gels or pastes are applied to surfaces, forming a barrier against powder adhesion. They are particularly useful for irregular or complex shapes where tape or other masking materials may be challenging to apply.
- Custom Stencils: Custom stencils, made from materials like mylar or paper, can be designed to cover specific patterns or logos on the surface. These stencils are laid onto the object, and powder is applied around them, creating a defined, masked area.
- Powder Coating Hooks and Racks: Hanging parts from hooks or racks during the coating process can be a form of selective masking. The areas where the hooks or racks make contact with the item do not receive powder, leaving uncoated sections.
Selecting the appropriate masking technique depends on factors such as the object’s shape, the precision required, and the type of coating being applied. Effective masking ensures that the powder coating is applied only where intended, resulting in a finished product with the desired appearance and functionality.
Powder Coating Troubleshooting:
Powder coating troubleshooting involves identifying and addressing issues that may arise during the powder coating process. Effective troubleshooting is crucial for maintaining product quality, minimizing defects, and ensuring the overall success of the coating operation. Common powder coating issues and their troubleshooting considerations include:
- Orange Peel (Textured Finish):
- Possible Causes: Inadequate powder flow, incorrect cure time or temperature, or improper gun settings.
- Troubleshooting: Adjust gun settings, ensure proper cure conditions, and evaluate powder flow characteristics.
- Poor Adhesion:
- Possible Causes: Insufficient surface preparation, contamination, or incorrect cure conditions.
- Troubleshooting: Improve surface preparation, ensure cleanliness, and verify that cure conditions match the powder specifications.
- Powder Flaking or Peeling:
- Possible Causes: Poor adhesion, inadequate surface preparation, or contamination.
- Troubleshooting: Address adhesion issues, enhance surface preparation, and eliminate contaminants from the substrate.
- Color Inconsistency:
- Possible Causes: Improper mixing of powder batches, variations in gun settings, or inadequate curing conditions.
- Troubleshooting: Ensure consistent powder mixing, maintain uniform gun settings, and verify curing conditions for each batch.
- Pinholes or Pitting:
- Possible Causes: Surface contamination, inadequate surface preparation, or outgassing during cure.
- Troubleshooting: Improve surface preparation, eliminate contaminants, and consider modifying cure conditions to reduce outgassing.
- Blistering:
- Possible Causes: Moisture or air entrapment in the substrate, inadequate surface preparation, or incorrect cure conditions.
- Troubleshooting: Address substrate moisture issues, enhance surface preparation, and ensure proper cure conditions.
- Powder Coating Thickness Variation:
- Possible Causes: Inconsistent gun settings, improper grounding, or variations in application technique.
- Troubleshooting: Optimize gun settings for uniform coverage, ensure proper grounding, and standardize application techniques.
- Fish Eyes or Craters:
- Possible Causes: Contaminants on the substrate, inadequate surface preparation, or incompatible materials.
- Troubleshooting: Improve surface cleanliness, enhance surface preparation, and ensure compatibility between materials.
Troubleshooting should involve a systematic approach, starting with a careful analysis of the specific issue, followed by adjustments to equipment, settings, or processes. Regular monitoring, quality control measures, and collaboration with powder coating material suppliers contribute to effective troubleshooting and continuous improvement in the coating process.
Powder Coating Maintenance Tips:
Maintaining the equipment and environment used in powder coating is essential for consistent performance, high-quality finishes, and overall operational efficiency. Here are key maintenance tips for powder coating systems:
- Regular Equipment Inspection:
- Conduct routine inspections of powder coating guns, hoses, pumps, and other equipment components.
- Check for wear and tear, loose connections, or damaged parts.
- Replace or repair any defective components promptly.
- Cleanliness is Key:
- Keep the powder coating booth, recovery systems, and filters clean.
- Regularly clean powder delivery lines and hoses to prevent clogs.
- Maintain a clean environment to minimize the risk of contaminants affecting the coating process.
- Filter Replacement:
- Replace filters in the powder booth and recovery systems according to the manufacturer’s recommendations.
- Clean or replace filters regularly to ensure proper airflow and capture of oversprayed powder.
- Optimize Gun Settings:
- Regularly check and calibrate powder coating gun settings.
- Ensure that voltage, current, and airflow settings are optimized for the specific coating job.
- Calibrate guns after any adjustments or component replacements.
- Grounding Maintenance:
- Verify that all components, including the substrate and equipment, are properly grounded.
- Clean grounding points regularly to ensure effective electrostatic attraction.
- Powder Recovery System Maintenance:
- Inspect and clean recovery hoppers, ensuring efficient powder reclamation.
- Check the condition of hoses, gaskets, and seals in the recovery system.
- Monitor and adjust the powder flow for optimal recovery.
- Oven Calibration:
- Regularly calibrate curing ovens to ensure accurate temperature control.
- Verify that the oven’s temperature matches the powder coating specifications.
- Calibrate temperature controllers and sensors as needed.
- Employee Training:
- Provide ongoing training to operators on proper equipment usage and maintenance.
- Educate employees about troubleshooting common issues and conducting routine inspections.
- Quality Control Measures:
- Implement regular quality control checks on finished products.
- Monitor coating thickness, adhesion, and overall coating quality.
- Use adhesion and thickness tests to identify potential issues early on.
- Record Keeping:
- Maintain detailed records of equipment maintenance, adjustments, and any issues encountered.
- Document changes to gun settings, cure times, or powder formulations for each job.
- Supplier Collaboration:
- Collaborate with powder coating material suppliers for guidance on maintenance and troubleshooting.
- Stay informed about updates, new technologies, and best practices in powder coating.
By adhering to these maintenance tips, powder coating operators can ensure the longevity of equipment, optimize coating processes, and consistently produce high-quality powder-coated finishes. Regular maintenance contributes to efficient operations and helps prevent issues that may affect product quality and production efficiency.
Powder Coating Environmental Considerations:
Environmental considerations in powder coating are crucial to ensure sustainable and eco-friendly practices in the coating industry. Here are key aspects to consider:
- Powder Formulation:
- Choose powder coatings with low levels of volatile organic compounds (VOCs).
- Opt for formulations that are free from hazardous air pollutants (HAPs).
- Consider environmentally friendly powder chemistries.
- Energy Efficiency:
- Implement energy-efficient practices in curing ovens to minimize energy consumption.
- Consider the use of infrared curing technology for faster and more energy-efficient curing.
- Waste Reduction:
- Optimize powder recovery systems to minimize overspray and powder waste.
- Implement closed-loop systems to reclaim and reuse excess powder whenever possible.
- Recycle or properly dispose of powder coating waste according to environmental regulations.
- Water and Air Quality:
- Ensure proper filtration and ventilation systems to maintain good air quality in the workplace.
- Implement water-based cleaning systems to reduce the environmental impact of cleaning processes.
- Substrate Preparation:
- Explore environmentally friendly substrate preparation methods, such as eco-friendly cleaning solutions.
- Minimize the use of chemical pre-treatments that may have adverse environmental effects.
- Packaging Materials:
- Opt for eco-friendly packaging materials for powder coatings.
- Minimize excessive packaging and consider reusable or recyclable options.
- Compliance with Regulations:
- Stay informed about and comply with local, regional, and national environmental regulations.
- Obtain necessary permits for waste disposal and emissions.
- Powder Coating Removal:
- Explore environmentally friendly methods for the removal of powder coatings when necessary.
- Consider methods that minimize the use of harsh chemicals or reduce waste generation.
- Education and Training:
- Provide ongoing education and training for employees regarding environmentally responsible practices.
- Encourage a culture of environmental stewardship within the organization.
- Life Cycle Assessment:
- Conduct life cycle assessments to evaluate the overall environmental impact of the powder coating process.
- Identify areas for improvement in terms of resource use, energy consumption, and waste generation.
By incorporating these environmental considerations into powder coating processes, businesses can contribute to sustainable practices, reduce their environmental footprint, and meet the increasing demand for environmentally friendly coating solutions.
Powder Coating vs. Liquid Paint:
Powder Coating:
- Application Method:
- Applied as a dry powder.
- Electrostatically charged for improved adhesion.
- Powder adheres to the substrate through electrostatic attraction.
- Process:
- Powder is applied using a spray gun.
- Objects are then cured in an oven where the powder melts and forms a durable finish.
- Typically a one-step process.
- Environmental Impact:
- Generally more environmentally friendly.
- Low or zero VOCs (Volatile Organic Compounds).
- Reduced waste through efficient powder reclamation.
- Durability:
- Creates a thick and durable coating.
- Resistant to chipping, fading, and scratching.
- Suitable for outdoor applications.
- Appearance:
- Offers a wide range of colors and finishes.
- Uniform coating without runs or sags.
- Smooth and attractive finish.
- Efficiency:
- High transfer efficiency during application.
- Faster curing times compared to some liquid paints.
- Suitable for automated processes.
- Thickness Control:
- Easier to control coating thickness.
- Consistent thickness achieved through proper application and curing.
Liquid Paint:
- Application Method:
- Applied as a liquid solution.
- Typically requires a primer coat for adhesion.
- Process:
- Applied using various methods, including brushes, rollers, or spray guns.
- Objects are air-dried or baked to cure the paint.
- May involve multiple coating steps (primer, base coat, clear coat).
- Environmental Impact:
- Can have a higher environmental impact due to VOCs.
- Liquid paints may require additional ventilation and air pollution control.
- Durability:
- May be susceptible to chipping and peeling.
- Prone to damage from UV exposure and harsh weather conditions.
- Appearance:
- Can achieve a high-gloss finish.
- May show brush or roller marks.
- Runs and sags may occur during application.
- Efficiency:
- Lower transfer efficiency compared to powder coating.
- Longer drying and curing times may be required.
- Thickness Control:
- Achieving consistent thickness can be more challenging.
- Thicker coatings may be needed for durability.
Choosing between powder coating and liquid paint depends on factors such as the specific application, desired finish, environmental considerations, and efficiency requirements. Powder coating is often preferred for its durability, environmental advantages, and efficient application in various industries.
Powder Coating Booth:
A powder coating booth is a specialized enclosure designed for the application of powder coatings to objects. It provides a controlled environment for the coating process, ensuring efficiency, containment of overspray, and a clean finish. Key features and considerations of powder coating booths include:
- Enclosure Design:
- Powder coating booths are enclosed structures that prevent overspray from escaping into the surrounding environment.
- Enclosures may have openings or doors for the entry and exit of objects to be coated.
- Ventilation System:
- Equipped with an effective ventilation system to capture and filter oversprayed powder particles.
- Ensures a clean working environment and prevents powder contamination.
- Airflow Control:
- Controlled airflow within the booth helps direct overspray toward the collection system.
- Maintains a consistent and controlled environment for the powder coating process.
- Lighting:
- Proper lighting is essential for visibility during the coating process.
- Bright and evenly distributed lighting helps operators ensure complete and uniform coverage.
- Powder Collection System:
- Incorporates a powder recovery system to capture oversprayed powder.
- Filters and recovery hoppers collect the powder for reuse or proper disposal.
- Operator Safety:
- Booths include safety features such as proper grounding to minimize electrostatic discharge risks.
- Operators often wear protective gear, including masks and suits, to ensure their safety during the coating process.
- Size and Configuration:
- Booths come in various sizes to accommodate different object sizes and production volumes.
- Custom configurations may include multiple stations for simultaneous coating of multiple items.
- Powder Guns and Delivery System:
- Equipped with powder coating guns and a delivery system for the even application of powder onto objects.
- Manual or automated systems may be used based on the specific requirements of the coating operation.
- Easy Cleaning and Maintenance:
- Designed for easy cleaning to prevent the buildup of oversprayed powder.
- Regular maintenance ensures the efficient operation of the booth and associated systems.
- Compliance with Regulations:
- Booths should comply with environmental and safety regulations.
- Adequate filtration systems ensure that emissions meet environmental standards.
- Temperature and Humidity Control:
- Some booths may incorporate temperature and humidity control features to optimize coating conditions.
- Maintaining stable environmental conditions contributes to consistent coating results.
Powder coating booths are integral components of the powder coating process, providing a controlled and efficient environment for the application of powder coatings. Proper booth design and maintenance contribute to high-quality, durable finishes on coated products.
Powder Coating Batch System:
A powder coating batch system refers to a setup where coating is applied to a limited quantity of items in a single production cycle or batch. This system is often used for smaller-scale or customized production runs. Key features and considerations of a powder coating batch system include:
- Flexible Production:
- Well-suited for customized or smaller production runs where each batch may consist of different items or colors.
- Offers flexibility to adapt to varying coating requirements.
- Manual or Automated Application:
- Can be operated manually, where operators manually apply the powder using powder coating guns.
- Automation may be integrated for more efficient and consistent coating, especially in larger-scale batch systems.
- Batch Size:
- Batch sizes can vary based on production needs and the size of the powder coating equipment.
- Typically smaller than continuous or high-volume systems.
- Dedicated Booths or Enclosures:
- May have dedicated powder coating booths or enclosures for containing overspray and providing a controlled coating environment.
- Enclosures help maintain a clean and controlled space for coating.
- Quick Changeovers:
- Designed for relatively quick changeovers between different colors or types of powder.
- Enables efficient switching between different coating requirements within a short timeframe.
- Powder Recovery:
- Incorporates powder recovery systems to collect oversprayed powder for reuse.
- Efficient powder reclamation helps minimize waste and reduces material costs.
- Quality Control Measures:
- Quality control checks can be performed on each batch to ensure that coating thickness, adhesion, and appearance meet specified standards.
- Allows for focused attention on the quality of individual batches.
- Customization Capability:
- Ideal for applications requiring customization, such as special color requests or unique coating specifications.
- Suited for industries with diverse product offerings and varying customer requirements.
- Energy Efficiency:
- Depending on the scale, batch systems may offer energy efficiency benefits, especially when compared to continuously running large-scale systems.
- Space Requirements:
- Generally requires less floor space compared to continuous powder coating lines.
- Suitable for businesses with limited space or those focusing on smaller-scale production.
A powder coating batch system provides a versatile and adaptable solution for businesses with diverse coating requirements, allowing for efficient handling of smaller production volumes and customization needs.
Powder Coating Conveyor System:
A powder coating conveyor system is an automated setup designed to transport items through the various stages of the powder coating process. This system is commonly used for high-volume production, providing efficiency and consistency in coating application. Key features and considerations of a powder coating conveyor system include:
- Continuous Flow:
- Enables a continuous flow of items through the powder coating process.
- Optimizes production efficiency by minimizing downtime between batches.
- Automated Transport:
- Utilizes a conveyor belt or chain system for automated transport of items.
- Reduces the need for manual handling and ensures a consistent speed and path.
- Pre-Treatment Stage:
- May include pre-treatment stages, such as cleaning and surface preparation, before items enter the coating booth.
- Ensures proper adhesion and quality of the powder coating.
- Powder Coating Booth:
- Incorporates a dedicated powder coating booth where items move through while being coated.
- Provides a controlled environment for the application of powder.
- Multiple Coating Stations:
- Larger systems may have multiple coating stations to accommodate different colors or types of powder coatings.
- Allows for versatility in production.
- Powder Recovery System:
- Utilizes a powder recovery system to collect oversprayed powder for reuse.
- Maximizes efficiency and minimizes material waste.
- Curing Oven:
- Transports coated items through a curing oven where the powder coating is melted and cured.
- Ensures a durable and fully cured finish.
- Cooling Zone:
- Some systems include a cooling zone where items gradually cool down after the curing process.
- Helps prevent defects and ensures stability in the finished coating.
- Quality Control Integration:
- Incorporates quality control measures, such as thickness checks and visual inspections, at various stages of the process.
- Enables early detection of defects and ensures consistent coating quality.
- Variable Speed Control:
- Provides variable speed control for the conveyor system, allowing adjustment based on coating requirements.
- Accommodates different curing times and coating thickness needs.
- Energy Efficiency:
- Modern systems may incorporate energy-efficient features, such as infrared curing technology, to optimize energy consumption.
A powder coating conveyor system is well-suited for high-volume production environments, offering a streamlined and automated solution for efficiently coating large quantities of items. The continuous flow and automation contribute to consistent coating quality and increased productivity.
Powder Coating Defect: Wrinkling
Description: Wrinkling in powder coating refers to the formation of uneven and distorted patterns on the coated surface, resembling wrinkles or folds. This defect can compromise the aesthetics and functionality of the finished product.
Possible Causes:
- Excessive Powder Thickness:
- Applying an excessive amount of powder can lead to uneven melting and flow during curing, resulting in wrinkles.
- Insufficient Curing Time:
- Inadequate curing time may not allow the powder coating to fully melt and flow, leading to the formation of wrinkles.
- High Ambient Temperature:
- Coating in excessively high temperatures can cause the powder to set too quickly, preventing proper flow and resulting in wrinkles.
- Incorrect Oven Temperature:
- Deviating from the recommended curing temperature can affect the powder’s ability to flow evenly and may contribute to wrinkling.
- Substrate Contamination:
- Presence of contaminants on the substrate, such as oils, greases, or residual cleaning agents, can interfere with proper adhesion and cause wrinkles.
- Powder Contamination:
- Contamination of the powder with foreign particles or incompatible materials can disrupt the curing process and lead to wrinkling.
- Inadequate Surface Preparation:
- Poor surface preparation, including insufficient cleaning or rough surfaces, can hinder proper adhesion and cause coating irregularities.
- Overlapping Coats:
- Overlapping the application of powder can result in uneven thickness, leading to variations in curing and the formation of wrinkles.
Prevention and Remedies:
- Optimize Powder Application:
- Apply the recommended amount of powder to achieve uniform coverage without excess buildup.
- Ensure Adequate Curing:
- Adhere to the specified curing time and temperature to allow the powder to melt and flow properly.
- Control Ambient and Oven Temperatures:
- Maintain optimal temperatures during both application and curing stages to prevent premature setting and promote even flow.
- Thorough Substrate Cleaning:
- Ensure thorough cleaning of the substrate to eliminate contaminants that can interfere with adhesion.
- Use Quality Powder:
- Use high-quality, uncontaminated powder to minimize the risk of defects.
- Proper Surface Preparation:
- Conduct proper surface preparation, including cleaning and profiling, to enhance substrate adhesion.
- Avoid Overlapping Coats:
- Apply powder in a consistent and non-overlapping manner to maintain even thickness.
Addressing wrinkling in powder coating involves a combination of preventive measures and corrective actions during the coating process. Attention to application parameters, environmental conditions, and substrate preparation is essential for achieving a smooth and defect-free powder-coated finish.
Powder Coating Defect: Orange Peel
Description: Orange peel in powder coating refers to a textured finish resembling the surface of an orange peel. It appears as small, irregular bumps or dimples on the coated surface, affecting the coating’s smoothness and visual appearance.
Possible Causes:
- Powder Particle Size:
- Inconsistent or improper powder particle size distribution can lead to orange peel. Fine or coarse particles may contribute to this texture.
- Incorrect Gun Settings:
- Improper adjustment of the powder coating gun settings, such as air pressure and powder flow, can result in uneven powder application and orange peel.
- Inadequate Powder Fluidization:
- Poor fluidization of the powder in the hopper or feeder can lead to uneven powder delivery, causing orange peel.
- Incorrect Gun-to-Work Distance:
- Maintaining an incorrect distance between the powder gun and the workpiece can impact the powder’s deposition and result in textured surfaces.
- Suboptimal Cure Conditions:
- Deviations from the recommended curing temperature or time may prevent the powder from flowing properly, leading to orange peel.
- High Humidity:
- Coating in high-humidity conditions can affect the powder’s ability to flow evenly, resulting in textured finishes.
- Powder Contamination:
- Contamination of the powder with foreign particles or moisture can contribute to uneven application and orange peel.
- Substrate Temperature:
- Substrate temperature variations during coating can impact the powder’s behavior, leading to texture issues.
Prevention and Remedies:
- Use Consistent Powder:
- Ensure a consistent and high-quality powder with a suitable particle size distribution.
- Optimize Gun Settings:
- Properly adjust powder coating gun settings, including air pressure and powder flow rate, for uniform application.
- Maintain Powder Fluidization:
- Ensure effective powder fluidization in the hopper or feeder to promote consistent and even powder delivery.
- Control Gun-to-Work Distance:
- Maintain a consistent and appropriate distance between the powder gun and the workpiece during application.
- Adhere to Recommended Cure Conditions:
- Follow the manufacturer’s recommendations for curing time and temperature to achieve optimal powder flow and smooth finishes.
- Manage Humidity Levels:
- Monitor and control humidity in the coating environment to minimize the impact on powder flow.
- Prevent Powder Contamination:
- Store and handle powder in clean, dry conditions to prevent contamination that can lead to texture issues.
- Ensure Consistent Substrate Temperature:
- Control substrate temperature during coating to promote uniform powder flow.
Addressing orange peel in powder coating involves a combination of preventive measures and corrective actions during the coating process. Attention to powder quality, application parameters, and environmental conditions is crucial for achieving a smooth and visually appealing powder-coated finish.
Powder Coating Application Thickness:
The thickness of powder coating applied to a substrate is a critical factor that influences the coating’s performance, appearance, and durability. Here are key considerations regarding powder coating application thickness:
- Recommended Thickness:
- Manufacturers provide recommended application thickness ranges for specific powder coatings. These recommendations consider the type of powder, substrate material, and intended use of the coated object.
- Uniformity:
- Achieving uniform coating thickness is essential for consistent appearance and performance. Variations in thickness can lead to visual inconsistencies and impact the coating’s protective properties.
- Film Build:
- Film build refers to the total thickness of the cured powder coating. It is the sum of the dry film thickness (applied powder before curing) and the cured film thickness (after curing). Adhering to specified film build is crucial for meeting performance standards.
- Impact on Performance:
- The thickness of the powder coating directly influences its performance characteristics, including hardness, adhesion, and resistance to corrosion, chemicals, and UV radiation. Applying coatings within recommended thickness ranges ensures these properties are optimized.
- Over-Coating and Under-Coating:
- Over-coating (excessive thickness) can lead to issues such as orange peel, runs, and improper curing. Under-coating (insufficient thickness) may result in poor coverage, reduced durability, and compromised protection.
- Measurement Methods:
- Coating thickness can be measured using various methods, including magnetic induction, eddy current, and micrometer-based techniques. Choosing the appropriate measurement method depends on factors such as substrate material and the desired level of precision.
- Substrate Considerations:
- Different substrates may require adjustments in coating thickness. For instance, complex shapes or irregular surfaces may necessitate modifications to achieve uniform coverage.
- Quality Control:
- Implementing quality control measures, such as regular thickness measurements and visual inspections, helps ensure that coatings meet specified standards. Periodic checks during production are essential for consistency.
- Cure Time and Temperature:
- Proper curing is essential for achieving the intended coating thickness. The cure time and temperature specified by the powder coating manufacturer should be followed diligently to ensure optimal film build.
- Environmental Factors:
- Environmental conditions, such as temperature and humidity, can impact the powder coating process. Adjustments may be necessary to account for these factors and maintain consistent coating thickness.
- Industry Standards:
- Depending on the application and industry, there may be specific standards or regulations dictating the acceptable coating thickness for certain products or environments. Adhering to these standards is crucial for compliance.
Maintaining precise control over powder coating application thickness is fundamental to achieving high-quality finishes with the desired performance characteristics. Regular monitoring, adherence to recommended guidelines, and attention to environmental factors contribute to successful coating outcomes.
Powder Coating Substrates:
Powder coating is a versatile finishing process that can be applied to a wide range of substrates, providing a durable and attractive finish. Common substrates suitable for powder coating include:
- Metal:
- Steel: Widely used for its strength and versatility.
- Aluminum: Lightweight and corrosion-resistant, suitable for various applications.
- Stainless Steel: Offers corrosion resistance and a polished appearance.
- Plastics:
- Thermosetting Plastics: Certain types of thermosetting plastics can be powder coated for improved durability.
- Fiberglass: Powder coating enhances the aesthetic appeal and provides protection to fiberglass surfaces.
- Wood:
- MDF (Medium-Density Fiberboard): Powder coating can be applied to MDF for a durable and decorative finish.
- Wood Composites: Certain wood composites can be coated to achieve a smooth and protective surface.
- Glass:
- Glass Panels: Powder coating on glass provides decorative options and can be used for architectural applications.
- Ceramics:
- Ceramic Substrates: Some ceramic materials can be powder coated for decorative and protective purposes.
- MDF (Medium-Density Fiberboard):
- Furniture Components: MDF components can be powder coated to enhance durability and appearance.
- Ferrous and Non-Ferrous Metals:
- Copper and Brass: Powder coating can be applied to copper and brass surfaces for both decorative and protective purposes.
- Automotive Components:
- Steel and Aluminum Parts: Automotive components, including wheels and chassis parts, are often powder coated for durability and aesthetics.
- Bicycles and Sports Equipment:
- Bike Frames: Powder coating provides a durable finish for bike frames.
- Sports Equipment: Various sports equipment, from outdoor furniture to gym equipment, can benefit from powder coating.
- Electronic Components:
- Metal Enclosures: Powder coating is applied to metal enclosures for electronic devices, providing protection and a professional finish.
- Architectural Elements:
- Railings and Fencing: Architectural elements like railings and fencing are commonly powder coated for corrosion resistance and aesthetics.
- Doors and Windows: Powder coating is applied to metal doors and windows for durability and customization.
Choosing the appropriate powder coating system and formulation depends on the specific substrate, desired finish, and the intended application. Proper surface preparation is crucial to ensure adhesion and the longevity of the powder-coated finish.
Powder Coating Oven:
A powder coating oven is an essential component of the powder coating process, providing the heat necessary to cure and bond the applied powder coating to the substrate. Here are key features and considerations regarding powder coating ovens:
- Curing Process:
- The primary function of the powder coating oven is to cure the powder-coated finish. The curing process involves heating the coated object to a specified temperature, allowing the powder to melt, flow, and form a durable finish.
- Temperature Control:
- Powder coating ovens are equipped with precise temperature control systems to maintain the required curing temperature. Consistent and accurate temperature control is crucial for achieving optimal coating results.
- Heating Elements:
- Ovens typically utilize electric heating elements or gas burners to generate the necessary heat for curing. The choice of heating method depends on factors such as energy efficiency and availability.
- Airflow and Ventilation:
- Adequate airflow and ventilation systems help ensure uniform heat distribution within the oven. Proper ventilation is essential for removing any fumes or by-products generated during the curing process.
- Oven Size and Configuration:
- Ovens come in various sizes to accommodate different object sizes and production volumes. Custom configurations may include conveyorized ovens for continuous processing or batch ovens for smaller production runs.
- Insulation:
- Effective insulation is crucial for maintaining consistent temperatures and minimizing heat loss. Well-insulated ovens contribute to energy efficiency and reduce operational costs.
- Conveyor System (if applicable):
- In conveyorized powder coating systems, ovens are integrated with conveyor systems to move coated items through the curing process. Conveyor speed and design should ensure proper curing time.
- Timer Controls:
- Ovens are equipped with timer controls to set the duration of the curing cycle. Accurate timing is essential for achieving the recommended cure time and ensuring coating durability.
- Cooling Zone (if applicable):
- Some ovens include a cooling zone where coated items gradually cool down after the curing process. This helps prevent defects and ensures stability in the finished coating.
- Safety Features:
- Safety features such as temperature monitoring, emergency shutdown systems, and proper insulation help ensure a safe working environment for operators.
- Compliance with Standards:
- Powder coating ovens should comply with industry standards and regulations regarding safety, emissions, and energy efficiency.
Properly designed and maintained powder coating ovens play a crucial role in achieving high-quality, durable finishes. They contribute to the efficiency of the coating process by providing controlled curing conditions that result in consistent and reliable coatings.
Powder Coating Colors and Finishes:
Powder coating offers a wide array of colors and finishes, allowing for versatile customization of coated surfaces. Here are common types of powder coating colors and finishes:
- Solid Colors:
- Description: Single, uniform colors without additional effects.
- Application: Widely used for a clean and classic appearance on various surfaces.
- Metallic Finishes:
- Description: Contains metallic particles for a reflective, metallic sheen.
- Application: Adds a shimmering effect, often used for automotive components and decorative items.
- Gloss Finishes:
- Description: High-gloss coatings for a shiny and reflective appearance.
- Application: Provides a polished and visually appealing finish, suitable for a range of applications.
- Matte Finishes:
- Description: Low-gloss or non-reflective finishes.
- Application: Offers a subdued and modern appearance, minimizing glare and fingerprints.
- Textured Finishes:
- Description: Textured or wrinkle finishes with a tactile surface.
- Application: Used for both aesthetics and to hide imperfections, popular for outdoor furniture and industrial applications.
- Hammer Tone Finishes:
- Description: Resembles the texture of hammered metal.
- Application: Adds a rustic or antique look, often used for decorative pieces.
- Clear Coat:
- Description: Transparent coating without color.
- Application: Applied over metallic or special-effect colors to protect and enhance the underlying finish.
- Candy Colors:
- Description: Translucent colors with a deep, vibrant appearance.
- Application: Offers a rich and glossy finish, often used for custom automotive applications.
- Prismatic/Sparkle Finishes:
- Description: Contains metallic flakes or sparkles for a dynamic finish.
- Application: Adds depth and dimension to the coating, creating a sparkling effect.
- Color Matching:
- Description: Custom matching of specific colors to meet design or branding requirements.
- Application: Ensures the powder coating aligns with a particular color scheme or brand identity.
- Antique Finishes:
- Description: Mimics the appearance of aged or weathered surfaces.
- Application: Provides a vintage or antique look, suitable for decorative items.
- Pearlescent Finishes:
- Description: Contains pearlescent pigments for a subtle, iridescent effect.
- Application: Creates a lustrous and unique finish, often used for high-end applications.
Selecting the right powder coating color and finish involves considering factors such as the intended application, desired aesthetics, and environmental conditions. The diverse range of options allows for creativity and customization in achieving specific visual effects on coated surfaces.
Powder Coating Thickness Measurement:
Accurate measurement of powder coating thickness is crucial for ensuring the coating’s performance, durability, and adherence to specifications. Here are common methods used for measuring powder coating thickness:
- Dry Film Thickness Gauge:
- Description: Portable handheld device that measures the thickness of the cured powder coating.
- Application: Suitable for on-site measurements and quality control checks.
- Magnetic Induction Method:
- Description: Utilizes a magnetic field to measure the thickness of ferrous substrates.
- Application: Well-suited for measuring on metal surfaces, providing rapid and non-destructive readings.
- Eddy Current Method:
- Description: Measures coating thickness on conductive non-ferrous substrates using electromagnetic induction.
- Application: Suitable for non-ferrous metals such as aluminum and copper.
- Ultrasonic Thickness Gauge:
- Description: Uses ultrasonic waves to measure coating thickness by evaluating the time it takes for the sound waves to travel through the coating.
- Application: Applicable to a range of substrates, including metals, plastics, and composites.
- X-ray Fluorescence (XRF):
- Description: Non-destructive method that uses X-ray radiation to determine the thickness of various layers, including the powder coating.
- Application: Suitable for measuring thickness on a variety of substrates.
- Cross-Sectional Microscopy:
- Description: Involves cutting a sample of the coated substrate and examining it under a microscope to measure coating thickness.
- Application: Provides detailed information but is a destructive testing method.
- Infrared Spectroscopy:
- Description: Measures the infrared absorption of the coating to determine thickness.
- Application: Used in laboratory settings and can be applied to various substrate types.
- Wet Film Thickness Gauge:
- Description: Measures the thickness of the wet powder coating before curing.
- Application: Helps ensure the proper amount of powder is applied before curing.
- Calibrated Test Panels:
- Description: Coating thickness on test panels with known thicknesses is measured, providing a reference for quality control.
- Application: Used for calibration and verification of other measurement methods.
- Microhardness Testing:
- Description: Measures the hardness of the coating and substrate to indirectly assess coating thickness.
- Application: Provides information on coating hardness and can be used in combination with other methods.
Selecting the appropriate measurement method depends on factors such as substrate material, coating thickness range, and the desired level of precision. Regular and accurate thickness measurements are essential for maintaining quality control and ensuring that coatings meet specified standards.
Powder Coating Equipment Maintenance:
Maintaining powder coating equipment is crucial for achieving consistent, high-quality finishes and extending the lifespan of the equipment. Here are key aspects of powder coating equipment maintenance:
- Gun Cleaning:
- Frequency: Regularly, after each coating session.
- Procedure: Disassemble powder coating guns and clean components thoroughly to remove powder residue and prevent cross-contamination of colors.
- Hoses and Tubes:
- Frequency: Regularly, inspect before each use.
- Procedure: Check for wear, kinks, or blockages in hoses and tubes. Replace damaged components to ensure a consistent powder flow.
- Filters:
- Frequency: Regularly, based on manufacturer recommendations.
- Procedure: Replace filters in the powder booth and extraction system to maintain proper airflow and filtration efficiency.
- Fluidizing Bed:
- Frequency: Periodically, based on usage.
- Procedure: Clean and inspect the fluidizing bed to ensure even powder flow. Replace worn parts as needed.
- Booth Cleaning:
- Frequency: Regularly, after each coating session.
- Procedure: Clean the powder coating booth to remove overspray and maintain a clean environment. This includes the interior, filters, and any accumulated powder.
- Oven Maintenance:
- Frequency: Periodically, as recommended by the oven manufacturer.
- Procedure: Inspect and clean the oven interior, check heating elements, and verify temperature accuracy. Regular maintenance ensures consistent curing conditions.
- Conveyor System (if applicable):
- Frequency: Regularly, based on usage.
- Procedure: Inspect the conveyor system for wear, misalignment, or damage. Lubricate moving parts and adjust tension to ensure smooth operation.
- Powder Sieving:
- Frequency: Regularly, before each coating session.
- Procedure: Sieve the powder to remove any agglomerates or contaminants. This ensures a consistent and smooth powder flow during application.
- Electrostatic Components:
- Frequency: Periodically, based on usage.
- Procedure: Check and clean electrostatic components, such as gun electrodes and cables, to maintain efficient powder charging.
- Regular Inspections:
- Frequency: Ongoing.
- Procedure: Conduct routine inspections of all equipment components for signs of wear, damage, or malfunction. Address issues promptly to avoid disruptions in the coating process.
- Training and Documentation:
- Frequency: Ongoing.
- Procedure: Ensure that operators are trained in proper equipment usage and maintenance procedures. Maintain documentation of maintenance schedules, repairs, and any changes made to the equipment.
- Spare Parts Inventory:
- Frequency: Ongoing.
- Procedure: Keep an inventory of essential spare parts to replace worn or damaged components promptly. This minimizes downtime and ensures continuous operation.
Regular and proactive maintenance practices are essential for preserving the efficiency and reliability of powder coating equipment. A well-maintained system contributes to consistent coating quality, reduces the risk of defects, and extends the life of the equipment.
Powder Coating Defect: Fish Eyes
Description: Fish eyes in powder coating refer to small, crater-like imperfections in the coated surface that resemble fish eyes. These defects disrupt the smoothness of the finish and can be visually unappealing.
Possible Causes:
- Contaminated Substrate:
- Presence of contaminants such as oils, greases, or silicone on the substrate can result in fish eyes.
- Contaminated Powder:
- Powder contaminated with foreign particles or incompatible materials can cause cratering during the curing process.
- Surface Tension Issues:
- Incompatibility between the powder coating and the substrate surface tension can lead to the formation of fish eyes.
- Humidity or Moisture:
- High humidity or the presence of moisture during the coating process can contribute to fish eye formation.
- Improper Cleaning:
- Inadequate cleaning of the substrate before coating can leave residues that cause fish eyes.
- Poor Powder Adhesion:
- Weak adhesion of the powder to the substrate can result in the formation of fish eyes during the curing stage.
- Chemical Contamination:
- Exposure to chemicals or cleaning agents that leave residues on the substrate may lead to fish eyes.
- Improper Surface Preparation:
- Insufficient surface preparation, including inadequate cleaning or profiling, can contribute to coating defects.
Prevention and Remedies:
- Thorough Substrate Cleaning:
- Ensure thorough cleaning of the substrate to eliminate any contaminants that could cause fish eyes.
- Proper Surface Preparation:
- Conduct proper surface preparation, including cleaning and profiling, to enhance adhesion and prevent coating defects.
- Use Clean Powder:
- Ensure the powder is free from contaminants before application.
- Control Humidity Levels:
- Monitor and control humidity levels in the coating environment to minimize the risk of fish eyes.
- Avoid Silicone Contamination:
- Prevent the introduction of silicone-based products in the coating area, as silicone contamination is a common cause of fish eyes.
- Optimal Curing Conditions:
- Adhere to the recommended curing time and temperature to ensure the powder coating flows properly and defects are minimized.
- Testing and Quality Control:
- Implement regular testing and quality control measures to detect and address any issues early in the coating process.
- Consult with Powder Supplier:
- Collaborate with the powder supplier to ensure compatibility with the substrate and to address any specific challenges related to fish eyes.
Addressing fish eyes in powder coating involves a combination of preventive measures and corrective actions during the coating process. Attention to substrate cleanliness, powder quality, and environmental conditions is crucial for achieving a defect-free powder-coated finish.
Powder Coating Batch System: Conveyorized Setup
A powder coating batch system with a conveyorized setup combines the efficiency of continuous processing with the flexibility of handling various items in a batch. Here are key features and considerations:
- Continuous Conveyor Line:
- Utilizes a continuous conveyor system that moves items through the various stages of the powder coating process.
- Enables a steady flow of items, optimizing production efficiency.
- Batch Loading Stations:
- Features loading stations where batches of items are placed onto the conveyor for coating.
- Offers flexibility for processing different batches with varying colors or coating specifications.
- Pre-Treatment Stage:
- May include pre-treatment stages such as cleaning and surface preparation before items enter the powder coating booth.
- Ensures proper adhesion and quality of the powder coating.
- Powder Coating Booth:
- Incorporates a dedicated powder coating booth where items move through while being coated.
- Provides a controlled environment for the application of powder.
- Multiple Coating Stations:
- Larger systems may have multiple coating stations to accommodate different colors or types of powder coatings.
- Allows for versatility and customization in production.
- Powder Recovery System:
- Utilizes a powder recovery system to collect oversprayed powder for reuse.
- Maximizes efficiency and minimizes material waste.
- Curing Oven:
- Transports coated items through a curing oven where the powder coating is melted and cured.
- Ensures a durable and fully cured finish.
- Cooling Zone:
- Includes a cooling zone where items gradually cool down after the curing process.
- Helps prevent defects and ensures stability in the finished coating.
- Variable Speed Control:
- Provides variable speed control for the conveyor system, allowing adjustment based on coating requirements.
- Accommodates different curing times and coating thickness needs.
- Quality Control Measures:
- Incorporates quality control checks at various stages of the process to ensure coating thickness, adhesion, and appearance meet specified standards.
- Enables early detection of defects and ensures consistent coating quality.
- Energy Efficiency:
- Modern systems may incorporate energy-efficient features, such as infrared curing technology, to optimize energy consumption.
- Customization Capability:
- Ideal for applications requiring customization, such as special color requests or unique coating specifications.
- Suited for industries with diverse product offerings and varying customer requirements.
A conveyorized powder coating batch system offers the benefits of continuous processing while accommodating the customization needs of smaller production runs. This setup is suitable for businesses with varied product lines and the desire to efficiently handle different batches with distinct coating requirements.
Powder Coating Defect: Pinholing
Description: Pinholing in powder coating refers to the formation of small, pin-sized holes or craters in the coated surface. These imperfections compromise the integrity and aesthetics of the finish.
Possible Causes:
- Surface Contamination:
- Presence of contaminants, such as oil, grease, or dirt on the substrate, can lead to pinholing during the coating process.
- Moisture or Humidity:
- Coating in high humidity conditions or the presence of moisture during application can result in pinholing as the coating cures.
- Inadequate Surface Preparation:
- Poor surface preparation, including insufficient cleaning or profiling, may lead to pinholing due to inadequate adhesion.
- Powder Contamination:
- Contamination of the powder with foreign particles or incompatible materials can cause defects like pinholing.
- Powder Reuse:
- Excessive reuse of powder without proper screening and maintenance can contribute to pinholing.
- Incorrect Gun Settings:
- Improper adjustment of the powder coating gun settings, such as air pressure or powder flow rate, can lead to pinholing.
- Substrate Temperature:
- Inconsistent substrate temperature during the coating process may result in pinholing.
- Curing Conditions:
- Deviations from the recommended curing time or temperature may affect the powder coating’s ability to flow and adhere properly.
Prevention and Remedies:
- Thorough Substrate Cleaning:
- Ensure thorough cleaning of the substrate to remove any contaminants that could contribute to pinholing.
- Proper Surface Preparation:
- Conduct proper surface preparation, including cleaning and profiling, to enhance adhesion and prevent coating defects.
- Controlled Environment:
- Maintain a controlled environment with optimal temperature and humidity levels during the coating process to minimize the risk of pinholing.
- Powder Quality Control:
- Regularly check and ensure the quality of the powder, including screening to remove any contaminants before application.
- Optimize Gun Settings:
- Properly adjust powder coating gun settings, including air pressure and powder flow rate, for uniform and defect-free application.
- Substrate Temperature Control:
- Ensure consistent substrate temperature throughout the coating process to prevent variations that may lead to pinholing.
- Adherence to Curing Recommendations:
- Follow the manufacturer’s recommendations for curing time and temperature to ensure proper flow and adhesion of the powder coating.
- Testing and Inspection:
- Implement regular testing and inspection processes to detect and address pinholing early in the coating process.
Addressing pinholing in powder coating involves a combination of preventive measures and corrective actions during the coating process. Attention to substrate cleanliness, powder quality, and environmental conditions is crucial for achieving a smooth and defect-free powder-coated finish.
Powder Coating Defect: Blistering
Description: Blistering in powder coating refers to the formation of bubbles or raised areas on the coated surface, giving it a textured or pitted appearance. This defect compromises the aesthetic quality and integrity of the coating.
Possible Causes:
- Moisture Entrapment:
- Moisture trapped beneath the substrate or within the powder coating film can lead to blistering during the curing process.
- Contaminated Substrate:
- Presence of contaminants, such as oil, grease, or residual cleaning agents, on the substrate can cause blistering.
- Excessive Powder Thickness:
- Applying an excessively thick layer of powder coating may result in uneven curing, leading to blistering.
- Improper Surface Preparation:
- Inadequate cleaning or profiling of the substrate surface can contribute to poor adhesion and blistering.
- Substrate Outgassing:
- Certain materials, such as certain types of plastics or castings, may release gases during curing, causing blistering.
- Powder Contamination:
- Contaminated powder, containing impurities or incompatible materials, can lead to coating defects like blistering.
- Inadequate Curing Conditions:
- Deviations from the recommended curing time or temperature can result in incomplete curing and blistering.
- Oil or Lubricant Residue:
- Residues from lubricants or release agents used in the manufacturing process may cause blistering if not properly removed.
Prevention and Remedies:
- Thorough Substrate Cleaning:
- Ensure thorough cleaning of the substrate to remove any contaminants that could contribute to blistering.
- Proper Surface Preparation:
- Conduct proper surface preparation, including cleaning and profiling, to enhance adhesion and prevent coating defects.
- Controlled Environment:
- Maintain a controlled environment with optimal temperature and humidity levels during the coating process to minimize the risk of moisture-related blistering.
- Powder Quality Control:
- Regularly check and ensure the quality of the powder, including screening to remove any contaminants before application.
- Optimal Powder Thickness:
- Apply the recommended thickness of powder coating to avoid excessive buildup that may lead to uneven curing and blistering.
- Substrate Outgassing Considerations:
- Be aware of materials prone to outgassing and take preventive measures, such as preheating, to minimize the risk of blistering.
- Adherence to Curing Recommendations:
- Follow the manufacturer’s recommendations for curing time and temperature to ensure proper curing and prevent blistering.
- Effective Removal of Lubricants:
- Ensure thorough removal of any lubricants or release agents from the substrate before powder coating to prevent blistering.
Addressing blistering in powder coating involves a combination of preventive measures and corrective actions during the coating process. Attention to substrate cleanliness, powder quality, and environmental conditions is crucial for achieving a smooth and defect-free powder-coated finish.
Powder Coating Pretreatment: Phosphating Process
Description: The phosphating process is a common method of pretreatment in powder coating, involving the application of a phosphate conversion coating to metal surfaces. This process enhances the adhesion and corrosion resistance of the subsequent powder coating.
Key Steps in the Phosphating Process:
- Cleaning:
- The metal surface is cleaned to remove dirt, oils, and contaminants. Alkaline cleaners or degreasers are often used in this step.
- Rinsing:
- The cleaned metal is thoroughly rinsed to remove any residues from the cleaning stage.
- Activation:
- The metal surface may undergo an activation step to enhance the bonding sites for the phosphate coating. Acidic solutions or activator baths are applied.
- Phosphating:
- The metal is immersed in a phosphate solution, typically containing phosphoric acid and other additives. This solution forms a phosphate conversion coating on the metal surface.
- Rinsing (Post-Phosphating):
- The metal is rinsed again to remove excess phosphate solution and prevent contamination of subsequent process stages.
- Neutralizing (Optional):
- In some cases, a neutralizing step may follow to balance the pH of the metal surface.
- Drying:
- The metal is dried thoroughly to prepare it for the powder coating application.
Benefits of Phosphating in Powder Coating:
- Improved Adhesion:
- Phosphating provides a rough surface with increased surface area, promoting better adhesion between the substrate and the powder coating.
- Corrosion Resistance:
- The phosphate coating acts as a protective barrier, enhancing the metal’s resistance to corrosion and rust.
- Surface Activation:
- The activation step contributes to the formation of a chemically reactive surface, facilitating better bonding with the subsequent powder coating.
- Enhanced Powder Coating Durability:
- Proper pretreatment helps ensure the longevity and performance of the powder-coated finish by preventing issues like delamination and corrosion.
- Uniform Coating:
- Phosphating promotes the formation of a uniform and well-bonded phosphate layer, leading to consistent powder coating application.
- Versatility:
- The phosphating process is suitable for various metals, including steel, aluminum, and zinc.
Considerations:
- Substrate Material:
- The choice of phosphating solution and process parameters may vary depending on the type of substrate material.
- Environmental Impact:
- Consideration should be given to the environmental impact of the phosphating process, and eco-friendly formulations are available.
- Process Control:
- Monitoring and controlling the parameters of each stage are crucial for ensuring the effectiveness of the phosphating process.
The phosphating process plays a pivotal role in preparing metal surfaces for powder coating, contributing to improved adhesion, corrosion resistance, and overall coating performance.
Powder Coating Application Equipment: Electrostatic Spray Gun
Description: An electrostatic spray gun is a key component in the powder coating application process, utilizing electrostatic principles to efficiently and evenly apply powder coating onto a substrate.
Key Components and Operation:
- Charging Electrodes:
- The spray gun features charging electrodes that impart a negative charge to the powder particles as they exit the gun.
- Powder Delivery System:
- A powder delivery system, typically using a fluidized bed or hopper, supplies a controlled amount of powder to the gun.
- Airflow Control:
- Compressed air is used to transport and fluidize the powder particles, allowing for proper dispersion.
- Electrostatic Field:
- The gun creates an electrostatic field between the charged powder particles and the grounded or oppositely charged substrate.
- Adjustable Settings:
- Operators can adjust settings such as powder flow rate, pattern size, and air pressure to achieve the desired coating thickness and coverage.
- Spray Nozzles:
- The gun is equipped with spray nozzles or a spray gun head, determining the spray pattern and ensuring even distribution of the charged powder.
- Trigger and Controls:
- A trigger or controls allow the operator to initiate and control the powder spray, providing flexibility in coating various surfaces.
Advantages of Electrostatic Spray Guns:
- High Transfer Efficiency:
- Electrostatic spray guns achieve high transfer efficiency as the charged particles are attracted to the grounded substrate, minimizing overspray.
- Uniform Coating Thickness:
- The electrostatic field ensures uniform distribution of powder, resulting in consistent coating thickness across the entire surface.
- Increased Adhesion:
- The electrostatic charge enhances adhesion, allowing the powder particles to cling to the substrate, even on complex shapes or recessed areas.
- Reduced Waste:
- The efficient transfer of powder reduces waste, making electrostatic spray guns a cost-effective and environmentally friendly option.
- Versatility:
- Suitable for a wide range of substrates, including metal, plastic, and MDF, making it versatile for various industries.
- Quick Color Changes:
- Electrostatic spray guns facilitate relatively quick color changes by purging the system or using dedicated color change modules.
- Enhanced Edge Coverage:
- The electrostatic effect improves coverage on edges and hard-to-reach areas, minimizing the need for additional touch-ups.
Considerations:
- Grounding and Faraday Cage Effect:
- Proper grounding of the substrate is essential to ensure the Faraday cage effect is minimized, allowing even coating on complex geometries.
- Powder Characteristics:
- The powder used should have appropriate electrostatic properties to optimize charging and adhesion.
- Maintenance:
- Regular cleaning and maintenance of the electrostatic spray gun are crucial for consistent performance and longevity.
- Operator Training:
- Proper training of operators is essential to maximize the benefits of electrostatic spray guns and achieve optimal coating results.
Electrostatic spray guns play a crucial role in achieving efficient, high-quality powder coating applications, offering advantages such as increased transfer efficiency, uniform coating thickness, and versatility across various substrates.
Powder Coating Quality Control: Film Thickness Measurement
Description: Film thickness measurement is a critical aspect of quality control in powder coating, ensuring that the applied coating meets specified thickness requirements. Accurate measurement helps maintain coating performance, appearance, and adherence to industry standards.
Methods for Film Thickness Measurement:
- Dry Film Thickness Gauge:
- Portable handheld devices that use magnetic or eddy current principles to measure the thickness of the cured powder coating.
- Suitable for on-site measurements and quality control checks.
- Magnetic Induction Method:
- Measures coating thickness on ferrous substrates by using a magnetic field.
- Provides rapid and non-destructive readings, commonly used for metal substrates.
- Eddy Current Method:
- Measures coating thickness on conductive non-ferrous substrates using electromagnetic induction.
- Suitable for non-ferrous metals like aluminum and copper.
- Ultrasonic Thickness Gauge:
- Utilizes ultrasonic waves to measure coating thickness by evaluating the time it takes for sound waves to travel through the coating.
- Applicable to a range of substrates, including metals, plastics, and composites.
- X-ray Fluorescence (XRF):
- Non-destructive method that uses X-ray radiation to determine the thickness of various layers, including the powder coating.
- Suitable for measuring thickness on different substrate types.
- Cross-Sectional Microscopy:
- Involves cutting a sample of the coated substrate and examining it under a microscope to measure coating thickness.
- Provides detailed information but is a destructive testing method.
- Wet Film Thickness Gauge:
- Measures the thickness of the wet powder coating before curing.
- Helps ensure the proper amount of powder is applied before curing.
- Calibrated Test Panels:
- Coating thickness on test panels with known thicknesses is measured, providing a reference for quality control.
- Used for calibration and verification of other measurement methods.
Importance of Film Thickness Measurement:
- Performance:
- Ensures that the powder coating meets performance specifications, including durability, corrosion resistance, and adhesion.
- Consistency:
- Maintains consistency in coating thickness across batches, preventing variations in appearance and performance.
- Cost Control:
- Helps control material costs by ensuring that the right amount of powder is applied, minimizing waste and rework.
- Compliance with Standards:
- Ensures compliance with industry standards and specifications regarding coating thickness.
- Quality Assurance:
- Provides a crucial quality control metric, allowing for early detection and correction of issues in the coating process.
- Durability and Longevity:
- Proper film thickness contributes to the durability and longevity of the powder-coated finish, preventing premature failures.
- Customer Satisfaction:
- A uniform and well-controlled film thickness contribute to a visually appealing finish, enhancing customer satisfaction.
Regular and accurate film thickness measurement is an integral part of a comprehensive quality control program in powder coating, contributing to the overall success and reliability of the coating process.
Powder Coating: An In-Depth Guide to Equipment and Processes

Introduction
Powder coating is a popular finishing process used across various industries to apply a durable and protective layer to metal surfaces. Unlike traditional liquid paint, powder coating uses a dry powder that is electrostatically charged and applied to the surface, which is then cured in a high-temperature oven. This process results in a hard finish that is more resistant to chipping, scratching, and fading.
In this guide, we’ll explore the different components of a powder coating system, including ovens, machines, equipment, and entire production lines. Understanding these elements is crucial for businesses looking to enhance their production capabilities with powder coating technology.
Powder Coating Ovens

Definition and Purpose:
Powder coating ovens are essential for the curing process, where the powder adheres to the surface and forms a smooth, hard finish. These ovens provide the necessary heat to melt the powder, ensuring even and thorough coating.
Types of Powder Coating Ovens:
- Batch Ovens:
- Ideal for small to medium-sized production runs
- Flexibility to handle various part sizes
- Suitable for businesses with diverse product lines
- Conveyor Ovens:
- Designed for continuous production
- Higher throughput and efficiency
- Suitable for large-scale operations
Features and Specifications:
- Temperature Range: Typically between 325°F to 450°F
- Heating Source: Options include electric, gas, or infrared
- Size and Capacity: Varies based on production needs
- Energy Efficiency: Consider models with advanced insulation and airflow systems
How to Choose the Right Oven:
- Evaluate production volume and part sizes
- Consider energy consumption and operating costs
- Assess available space and installation requirements
- Consult with manufacturers for customized solutions
Powder Coating Machines
Overview of Different Machines Used:
Powder coating machines are used to apply the powder to the surface. They vary in complexity and functionality, catering to different production needs.
Manual vs. Automated Machines:
- Manual Machines:
- Suitable for small-scale operations
- Offers flexibility and control
- Requires skilled operators
- Automated Machines:
- Ideal for high-volume production
- Consistent and uniform application
- Reduced labor costs
Key Features and Specifications:
- Voltage and Power Requirements: Ensure compatibility with your facility
- Control Systems: Look for user-friendly interfaces and programmable settings
- Spray Gun Options: Different nozzles and gun types for various applications
Selecting the Right Machine for Your Needs:
- Determine the scale and complexity of your operations
- Evaluate budget constraints and long-term ROI
- Seek advice from industry experts and suppliers
Powder Coating Equipment
Essential Equipment for Powder Coating:
- Powder Coating Booths: Enclosed areas for applying powder
- Powder Recovery Systems: Capture and reuse overspray powder
- Air Compressors and Dryers: Ensure consistent airflow for optimal coating
Optional Equipment for Enhanced Performance:
- Pre-Treatment Systems: Clean and prepare surfaces before coating
- Curing Lamps: Speed up the curing process with infrared or UV lamps
Maintenance and Safety Considerations:
- Regularly inspect and clean equipment
- Train staff on proper handling and safety protocols
- Adhere to industry standards and regulations
Powder Coating Lines and Plants
Explanation of Powder Coating Lines:
Powder coating lines are integrated systems that automate the entire powder coating process, from pre-treatment to curing.
Components of a Powder Coating Line:
- Conveyor Systems: Move parts through the line efficiently
- Pre-Treatment Stations: Clean and prepare surfaces
- Powder Application Booths: Enclosed areas for powder coating
- Curing Ovens: Finalize the coating process
Design and Layout Considerations:
- Optimize workflow and space utilization
- Consider future scalability and expansion
- Ensure compliance with safety and environmental regulations
Scalability and Customization Options:
- Modular designs for easy expansion
- Custom configurations to meet specific production needs
Benefits of Powder Coating
Environmental Advantages:
- Low VOC emissions compared to liquid paints
- Overspray can be recycled, reducing waste
- Complies with environmental regulations
Durability and Longevity:
- Resistant to corrosion, fading, and wear
- Suitable for outdoor and high-traffic applications
- Provides a high-quality, professional finish
Cost-Effectiveness:
- Reduces long-term maintenance and repainting costs
- Efficient use of materials minimizes waste
- High throughput and automation lower labor expenses
Considerations for Setting Up a Powder Coating Plant
Initial Investment and ROI:
- Assess capital requirements for equipment and infrastructure
- Calculate potential returns based on production capacity and demand
- Explore financing options and incentives
Regulatory Compliance:
- Adhere to industry standards and local regulations
- Implement safety protocols and employee training
- Monitor environmental impact and waste management
Market Trends and Future Outlook:
- Growing demand for eco-friendly coatings
- Advancements in automation and technology
- Increasing adoption in automotive, aerospace, and consumer goods sectors
Conclusion
Powder coating offers numerous advantages over traditional liquid painting methods, making it an attractive option for industries seeking durable and environmentally friendly finishes. By investing in the right equipment and understanding the intricacies of powder coating processes, businesses can enhance their production capabilities and meet the growing demand for high-quality coated products.
When setting up a powder coating plant, it’s essential to carefully consider your needs, budget, and long-term goals. Collaborating with experienced suppliers and industry experts can help you make informed decisions and achieve success in the competitive world of powder coating.
This comprehensive guide should provide valuable insights for your website visitors and help position your business as a knowledgeable and reliable source in the powder coating industry.
Installation process steps

To provide a comprehensive guide on the installation process for powder coating systems, we’ll cover each step involved in setting up a powder coating plant. This includes planning, selecting equipment, site preparation, installation, testing, and staff training. Here’s a detailed outline and content for this section:
Outline for Installation Process Steps
- Planning and Design
- Assessing needs and capacity
- Layout and design considerations
- Budget and timeline
- Equipment Selection
- Choosing the right ovens, machines, and equipment
- Consulting with manufacturers and suppliers
- Site Preparation
- Preparing the facility for installation
- Ensuring compliance with regulations
- Installation Process
- Step-by-step installation guide
- Safety protocols and considerations
- System Testing and Calibration
- Testing each component
- Ensuring optimal performance
- Training and Support
- Staff training on operation and safety
- Ongoing maintenance and support
- Post-Installation Considerations
- Regular inspections and maintenance
- Upgrades and scalability
Installation Process Steps for Powder Coating Systems

Setting up a powder coating plant involves careful planning and execution to ensure a successful installation. Here’s a step-by-step guide to help you navigate the process:
1. Planning and Design
Assessing Needs and Capacity:
- Identify Production Requirements: Determine the types and sizes of parts you will be coating, and estimate your production volume.
- Analyze Workflow: Consider how materials will move through the plant, from pre-treatment to curing.
- Evaluate Space Requirements: Ensure adequate space for equipment, storage, and workflow efficiency.
Layout and Design Considerations:
- Optimize Workflow: Design a layout that minimizes bottlenecks and maximizes efficiency.
- Future Scalability: Plan for potential expansion or upgrades.
- Compliance with Safety Standards: Ensure the layout meets all safety and regulatory requirements.
Budget and Timeline:
- Create a Detailed Budget: Account for equipment, installation, training, and operational costs.
- Establish a Timeline: Set realistic milestones for each phase of the installation process.
2. Equipment Selection
Choosing the Right Ovens, Machines, and Equipment:
- Powder Coating Ovens: Select between batch or conveyor ovens based on production needs.
- Powder Coating Machines: Choose manual or automated systems that match your operational scale.
- Additional Equipment: Consider powder booths, recovery systems, and pre-treatment stations.
Consulting with Manufacturers and Suppliers:
- Leverage Expertise: Work with manufacturers to choose equipment tailored to your specific requirements.
- Request Demonstrations: Evaluate equipment performance through demos or site visits.
- Negotiate Contracts: Ensure favorable terms and warranties with suppliers.
3. Site Preparation
Preparing the Facility for Installation:
- Infrastructure Readiness: Ensure adequate power supply, ventilation, and environmental controls.
- Space Optimization: Clear and organize the installation area for easy access and efficient workflow.
Ensuring Compliance with Regulations:
- Local Permits and Licenses: Obtain necessary permits and ensure compliance with zoning regulations.
- Safety Standards: Adhere to occupational health and safety standards.
4. Installation Process
Step-by-Step Installation Guide:
- Site Inspection: Conduct a final inspection of the site to verify readiness.
- Delivery and Unpacking: Receive and unpack equipment carefully, checking for any damage.
- Positioning Equipment: Install each piece of equipment according to the layout plan.
- Electrical and Plumbing Connections: Ensure all electrical and plumbing connections are correctly made and tested.
- Calibration and Setup: Configure equipment settings and calibrate machinery to specifications.
Safety Protocols and Considerations:
- Install Safety Features: Implement necessary safety features such as emergency stops and protective barriers.
- Personal Protective Equipment (PPE): Ensure that all personnel have access to required PPE.
5. System Testing and Calibration
Testing Each Component:
- Conduct Trial Runs: Test each component individually and as part of the integrated system.
- Check for Performance Issues: Identify and resolve any performance or operational issues.
Ensuring Optimal Performance:
- Fine-Tune Settings: Adjust equipment settings for optimal coating quality.
- Document Results: Record all testing results and adjustments for future reference.
6. Training and Support
Staff Training on Operation and Safety:
- Conduct Training Sessions: Provide comprehensive training on equipment operation and safety protocols.
- Create Training Materials: Develop manuals and guides for ongoing staff reference.
Ongoing Maintenance and Support:
- Establish a Maintenance Schedule: Set up regular maintenance checks to ensure equipment longevity.
- Vendor Support: Engage with suppliers for ongoing support and troubleshooting.
7. Post-Installation Considerations
Regular Inspections and Maintenance:
- Implement Routine Inspections: Regularly inspect equipment and systems for wear and tear.
- Schedule Maintenance: Adhere to the maintenance schedule to prevent downtime and extend equipment life.
Upgrades and Scalability:
- Monitor Technological Advancements: Stay informed about new technologies and equipment improvements.
- Plan for Upgrades: Budget for future upgrades and expansion as business needs grow.
Conclusion
The installation of a powder coating system is a multi-step process that requires meticulous planning and execution. By following these steps, businesses can ensure a smooth setup and operation, maximizing efficiency and product quality. It’s crucial to work closely with experienced manufacturers and suppliers to tailor the installation process to your specific needs and to provide ongoing training and support for staff.
Installation cost estimate

Estimating the installation cost of a powder coating system involves considering various factors, such as the size of the operation, the type of equipment, facility modifications, labor, and additional costs like permits and training. Here’s a detailed breakdown to help you understand the potential costs involved in setting up a powder coating plant.
Installation Cost Estimate for Powder Coating Systems
Factors Influencing Costs
- Type of Equipment and Technology
- Powder coating ovens (batch vs. conveyor)
- Coating machines (manual vs. automated)
- Auxiliary equipment (booths, recovery systems, pre-treatment stations)
- Scale and Capacity of the Operation
- Production volume
- Facility size and space requirements
- Facility Modifications
- Infrastructure updates (electrical, ventilation, plumbing)
- Space optimization and layout design
- Labor and Installation Services
- Skilled labor for installation
- Equipment calibration and testing
- Additional Costs
- Permits and regulatory compliance
- Staff training and support
- Maintenance and contingency expenses
Estimated Costs
Below is a general estimate of the costs associated with installing a powder coating system. Note that prices can vary significantly based on location, vendor, and specific requirements.
1. Equipment Costs
- Powder Coating Ovens:
- Batch Ovens: $1,000 – $50,000
- Conveyor Ovens: $10,000 – $200,000
- Powder Coating Machines:
- Manual Machines: $1,000 – $20,000
- Automated Systems: $20,000 – $100,000
- Auxiliary Equipment:
- Powder Booths: $2,000 – $30,000
- Recovery Systems: $3,000 – $15,000
- Pre-Treatment Systems: $10,000 – $50,000
2. Facility Modifications
- Electrical and Ventilation Upgrades: $10,000 – $50,000
- Space Optimization and Layout Design: $5,000 – $20,000
3. Labor and Installation Services
- Installation Labor: $10,000 – $30,000
- Calibration and Testing: $5,000 – $10,000
4. Additional Costs
- Permits and Compliance: $2,000 – $10,000
- Training and Support: $2,000 – $5,000
- Maintenance and Contingency: $5,000 – $15,000
Total Estimated Cost
The total estimated cost for installing a powder coating system can range from $70,000 to $500,000, depending on the size, complexity, and specific requirements of the operation. Here’s a breakdown by scale:
- Small-Scale Operations: $20,000 – $50,000
- Medium-Scale Operations: $50,000 – $100,000
- Large-Scale Operations: $100,000 – $500,000
Tips for Cost Management
- Conduct a Detailed Assessment:
- Evaluate your specific needs and choose equipment accordingly.
- Consider future scalability to avoid unnecessary upgrades later.
- Get Multiple Quotes:
- Request quotes from multiple vendors to compare prices and services.
- Negotiate terms and warranties to get the best deal.
- Plan for Contingencies:
- Set aside a contingency budget for unexpected expenses during installation.
- Regularly review and adjust your budget as the project progresses.
- Focus on Energy Efficiency:
- Invest in energy-efficient equipment to reduce long-term operational costs.
- Evaluate the potential return on investment (ROI) for each piece of equipment.
- Leverage Financing Options:
- Explore financing options, grants, or incentives available for industrial upgrades.
Conclusion
Setting up a powder coating plant requires a significant investment, but careful planning and strategic decision-making can help manage costs effectively. By considering your specific needs, working with experienced suppliers, and planning for the future, you can ensure a successful installation and operation of your powder coating system.
Let me know if you need further details or specific cost estimates tailored to your project!
Components of a Powder Coating Plant
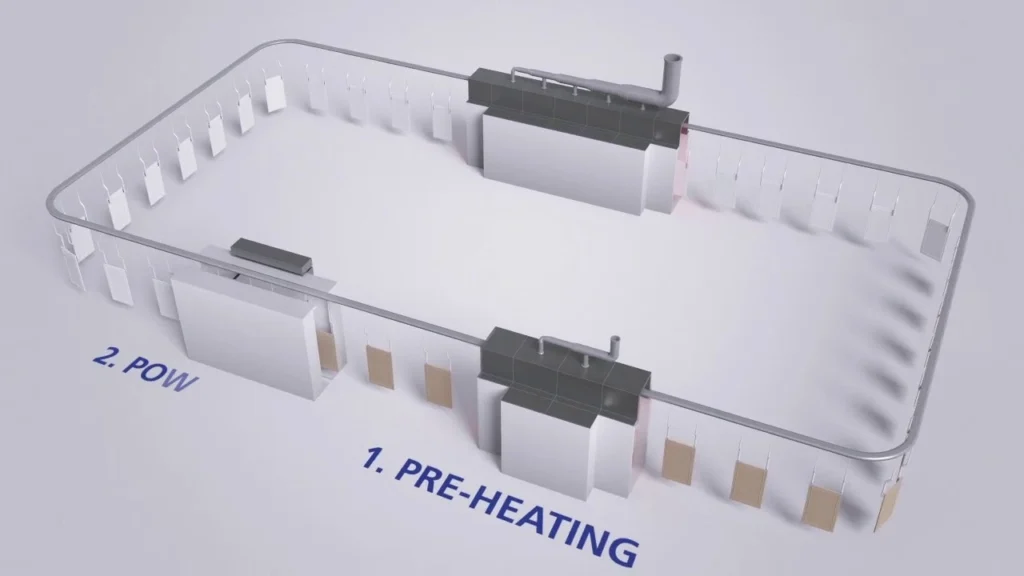
A powder coating plant consists of various components that work together to facilitate the coating process, from preparation to application and curing. Understanding these components is crucial for designing an efficient and effective system tailored to specific production needs. Below is a detailed overview of the key components of a powder coating plant:
Key Components of a Powder Coating Plant
- Pre-Treatment System
- Purpose: Cleans and prepares surfaces for powder coating to ensure adhesion and finish quality.
- Components:
- Washing Stations: Use chemical solutions to remove contaminants like grease, oil, dirt, and rust.
- Rinse Stations: Remove residual chemicals from the surface.
- Drying Ovens: Dry the parts after washing and rinsing to prepare them for powder application.
- Powder Coating Booths
- Purpose: Enclosed area where the powder is applied to the parts.
- Types:
- Manual Booths: Operators manually apply powder using spray guns. Ideal for small or custom jobs.
- Automatic Booths: Equipped with automated spray guns and reciprocators for high-volume production.
- Features:
- Ventilation Systems: Ensure proper airflow to capture overspray and maintain a clean environment.
- Powder Recovery Systems: Collect overspray powder for reuse, improving material efficiency.
- Powder Application Equipment
- Purpose: Applies the powder to the surfaces using electrostatic spray guns.
- Components:
- Electrostatic Spray Guns: Charge the powder particles and spray them onto the grounded parts.
- Control Units: Adjust settings like voltage, powder flow rate, and air pressure to ensure uniform coverage.
- Conveyor System
- Purpose: Transports parts through various stages of the powder coating process.
- Types:
- Overhead Conveyors: Hang parts from hooks or racks for continuous production.
- Floor Conveyors: Suitable for heavier or larger parts that cannot be suspended.
- Features:
- Variable Speed Control: Adjusts the speed of the conveyor to match production needs and curing times.
- Loading and Unloading Stations: Facilitate the movement of parts onto and off the conveyor system.
- Powder Coating Ovens
- Purpose: Cures the powder coating by melting and fusing it to the surface, forming a durable finish.
- Types:
- Batch Ovens: Suitable for smaller production runs and varied part sizes.
- Conveyor Ovens: Designed for continuous, high-volume production.
- Features:
- Temperature Control Systems: Ensure precise and consistent heating for optimal curing.
- Energy Efficiency: Incorporate insulation and heat recovery systems to minimize energy consumption.
- Cooling and Inspection Stations
- Purpose: Cool the parts after curing and inspect them for quality assurance.
- Components:
- Cooling Zones: Allow parts to cool gradually to avoid warping or defects.
- Inspection Areas: Check for coating consistency, thickness, and finish quality before packaging or assembly.
- Control and Monitoring Systems
- Purpose: Manage and monitor the entire powder coating process for efficiency and quality control.
- Components:
- PLC Systems (Programmable Logic Controllers): Automate and synchronize various plant operations.
- Data Logging and Analysis Tools: Record production metrics and identify areas for improvement.
- Safety and Environmental Controls
- Purpose: Ensure the safety of workers and compliance with environmental regulations.
- Components:
- Fire Suppression Systems: Protect against powder fires or explosions in booths and ovens.
- Ventilation and Filtration Systems: Maintain air quality by removing dust, fumes, and volatile organic compounds (VOCs).
- Personal Protective Equipment (PPE): Provide workers with necessary safety gear, such as masks, gloves, and goggles.
Optional and Auxiliary Components
- Advanced Pre-Treatment Systems: Utilize additional technologies like ultrasonic cleaning or nanotechnology for improved surface preparation.
- Curing Lamps: Use infrared or UV lamps for faster curing times and energy savings.
- Automated Robotic Systems: Enhance precision and efficiency in powder application and handling.
- Quality Control Instruments: Use advanced tools like thickness gauges, gloss meters, and adhesion testers for detailed quality assessment.
Layout and Design Considerations
- Workflow Optimization: Design the plant layout to minimize bottlenecks and ensure smooth transitions between stages.
- Space Utilization: Efficiently allocate space for equipment, storage, and movement of materials.
- Scalability: Plan for future expansion or upgrades to accommodate growing production demands.
Conclusion
A well-designed powder coating plant integrates these components to create an efficient, high-quality coating process. Understanding each element and its role in the system is crucial for businesses looking to enhance their powder coating capabilities. By investing in the right equipment and technology, companies can achieve superior finishes, increased productivity, and long-term success in the powder coating industry.
Detailed Components of a Powder Coating Plant
Certainly! To provide a detailed understanding of each component within a powder coating plant, we’ll delve into the technical specifications, functions, types, and key considerations for each element. This comprehensive breakdown will cover everything from the initial pre-treatment to the final inspection.
1. Pre-Treatment System

Overview
The pre-treatment system is crucial in ensuring that surfaces are properly cleaned and prepared for powder coating. This step enhances adhesion, improves finish quality, and increases the longevity of the coating.
Components and Process
1.1. Cleaning and Degreasing Stations
- Purpose: Remove oils, grease, and other contaminants from the surface.
- Methods:
- Alkaline Cleaning: Uses alkaline solutions to break down grease and oils.
- Solvent Cleaning: Employs organic solvents to dissolve contaminants.
- Ultrasonic Cleaning: Utilizes high-frequency sound waves for deep cleaning, especially effective for complex shapes.
- Equipment:
- Tanks and spray systems
- Heating elements to improve cleaning efficiency
- Agitation systems for even cleaning
1.2. Rinse Stations
- Purpose: Eliminate residual chemicals and contaminants from the cleaning stage.
- Types of Rinse:
- Freshwater Rinse: Basic water rinse to remove chemicals.
- Deionized Water Rinse: Prevents mineral deposits and spots on surfaces.
- Equipment:
- Spray bars and nozzles for thorough rinsing
- Closed-loop systems to recycle water and reduce waste
1.3. Surface Conditioning
- Purpose: Prepare the surface for subsequent conversion coating.
- Processes:
- Acid Etching: Removes oxides and prepares metal surfaces.
- Descaling: Removes scale and rust from the surface.
- Equipment:
- Immersion tanks or spray booths
- Automated dosing systems for precise chemical application
1.4. Conversion Coating
- Purpose: Apply a chemical layer that enhances powder adhesion and corrosion resistance.
- Types:
- Phosphate Coating: Iron or zinc phosphate for steel surfaces.
- Chromate Coating: Used for aluminum and zinc surfaces.
- Nano-Ceramic Coatings: Environmentally friendly option with superior adhesion and corrosion resistance.
- Equipment:
- Spray or immersion systems
- Temperature control for optimal reaction conditions
1.5. Drying Ovens
- Purpose: Remove moisture from parts to prevent defects in the powder coating.
- Features:
- Adjustable temperature settings
- Air circulation systems for even drying
- Equipment:
- Batch ovens for smaller production
- Conveyor ovens for continuous processing
Key Considerations
- Chemical Management: Ensure proper handling, storage, and disposal of chemicals used in pre-treatment.
- Environmental Compliance: Adhere to local regulations for effluent discharge and waste management.
- Maintenance: Regular cleaning and inspection of tanks and nozzles to prevent contamination.
2. Powder Coating Booths

Overview
Powder coating booths provide a controlled environment for applying the powder. They ensure that the powder is applied evenly and that any overspray is efficiently managed and collected for reuse.
Types and Features
2.1. Manual Powder Coating Booths
- Purpose: Allow operators to manually apply powder using handheld spray guns.
- Applications: Suitable for small batches, custom jobs, and intricate parts.
- Features:
- Ventilation Systems: Maintain air quality and remove overspray.
- Lighting: Ensure visibility for precise application.
- Ergonomic Design: Facilitate operator comfort and efficiency.
2.2. Automatic Powder Coating Booths
- Purpose: Use automated systems to apply powder to parts, ideal for high-volume production.
- Applications: Suitable for standard parts and large-scale operations.
- Features:
- Robotic Arms and Reciprocators: Ensure consistent application across parts.
- Programmable Settings: Customize application parameters for different parts.
- Rapid Color Change Systems: Allow quick and efficient color changes with minimal downtime.
2.3. Powder Recovery Systems
- Purpose: Capture and recycle overspray powder to improve efficiency and reduce waste.
- Types:
- Cyclone Separators: Use centrifugal force to separate powder from the air.
- Cartridge Filters: Trap fine powder particles for reuse.
- Baghouse Filters: Employ fabric bags to capture powder, suitable for larger particles.
Key Considerations
- Airflow Management: Ensure proper ventilation to prevent contamination and maintain a clean environment.
- Color Change Efficiency: Invest in systems that allow quick and easy color changes to minimize downtime.
- Safety: Implement explosion-proof designs and fire suppression systems to prevent hazards.
3. Powder Application Equipment

Overview
Powder application equipment is responsible for applying the powder coating to the parts. This equipment uses electrostatic principles to ensure uniform coverage and strong adhesion.
Components and Features
3.1. Electrostatic Spray Guns
- Purpose: Apply powder to the parts using an electrostatic charge.
- Types:
- Corona Guns: Use a high-voltage electrode to charge the powder.
- Tribo Guns: Charge the powder through friction, suitable for specific applications.
- Features:
- Adjustable Voltage and Current: Control the electrostatic charge for optimal coverage.
- Interchangeable Nozzles: Provide different spray patterns for various applications.
- Lightweight and Ergonomic Design: Ensure operator comfort during manual application.
3.2. Control Units
- Purpose: Manage and adjust the settings of the powder application equipment.
- Features:
- Digital Displays: Provide real-time feedback on settings and performance.
- Programmable Settings: Allow customization for different parts and powder types.
- Data Logging: Record application parameters for quality control and traceability.
3.3. Fluidized Bed Systems
- Purpose: Coat parts by dipping them into a bed of fluidized powder, typically used for thicker coatings.
- Applications: Suitable for specific applications requiring a thick and even coating.
- Features:
- Uniform Airflow: Ensure consistent fluidization of powder particles.
- Temperature Control: Maintain optimal conditions for coating.
Key Considerations
- Powder Compatibility: Ensure equipment is compatible with different powder formulations.
- Operator Training: Provide comprehensive training for operators to ensure efficient and safe use.
- Maintenance: Regularly clean and maintain spray guns and control units to prevent clogging and ensure consistent performance.
4. Conveyor System

Overview
The conveyor system is the backbone of the powder coating plant, transporting parts through each stage of the process, from pre-treatment to curing.
Types and Features
4.1. Overhead Conveyors
- Purpose: Transport parts by suspending them from hooks or racks, ideal for continuous production.
- Types:
- Monorail Systems: Simple looped tracks for straightforward applications.
- Power and Free Systems: Offer more flexibility with multiple paths and stopping points.
- Features:
- Variable Speed Control: Adjust the speed to match production needs and curing times.
- Load Capacity: Designed to handle different part sizes and weights.
- Integration with Other Systems: Seamlessly integrate with pre-treatment, application, and curing systems.
4.2. Floor Conveyors
- Purpose: Transport heavier or larger parts that cannot be suspended, suitable for specific applications.
- Types:
- Belt Conveyors: Use belts to move parts horizontally or on an incline.
- Roller Conveyors: Employ rollers to facilitate the movement of parts.
- Features:
- Heavy-Duty Construction: Designed to support large or heavy parts.
- Customizable Configurations: Adapt to different plant layouts and processes.
Key Considerations
- Layout Design: Plan the conveyor layout to optimize workflow and minimize bottlenecks.
- Load and Speed Requirements: Ensure the conveyor system meets production demands for speed and capacity.
- Safety Features: Implement safety measures such as guards, emergency stops, and regular inspections.
5. Powder Coating Ovens

Overview
Powder coating ovens are responsible for curing the powder coating by melting and fusing it to the surface, resulting in a durable and attractive finish.
Types and Features
5.1. Batch Ovens
- Purpose: Cure parts in small batches, suitable for varied part sizes and low-volume production.
- Applications: Ideal for custom jobs, small businesses, and prototyping.
- Features:
- Adjustable Temperature Control: Precise control of curing conditions.
- Flexible Configuration: Accommodate different part sizes and shapes.
- Insulated Construction: Minimize heat loss and improve energy efficiency.
5.2. Conveyor Ovens
- Purpose: Designed for continuous production, curing parts as they move through the oven.
- Applications: Suitable for high-volume production and standardized parts.
- Features:
- Consistent Temperature Distribution: Ensure even curing across all parts.
- Variable Conveyor Speed: Match curing times with production speed.
- Energy Efficiency: Incorporate heat recovery systems and advanced insulation.
Key Considerations
- Oven Size and Capacity: Choose an oven that meets production demands without excessive energy use.
- Heating Source: Decide between electric, gas, or infrared heating based on cost and efficiency.
- Temperature Uniformity: Ensure consistent heat distribution to prevent defects in the finish.
6. Cooling and Inspection Stations
Overview
Cooling and inspection stations are crucial for ensuring the quality and consistency of the finished products. Cooling prevents defects, while inspection verifies the coating quality.
Components and Features
6.1. Cooling Zones
- Purpose: Gradually cool parts after curing to prevent warping or defects.
- Features:
- Controlled Airflow: Ensure even cooling and avoid thermal shock.
- Adjustable Cooling Rates: Customize settings for different materials and part sizes.
6.2. Inspection Areas
- Purpose: Conduct quality checks on coated parts to ensure consistency and adherence to standards.
- Features:
- Lighting and Magnification: Facilitate detailed visual inspections.
- Measurement Tools: Use instruments like thickness gauges and gloss meters for precise evaluation.
- Defect Detection Systems: Implement automated systems for detecting coating defects, such as thin spots or uneven coverage.
Key Considerations
- Quality Assurance Protocols: Establish standards and procedures for inspections to ensure consistent product quality.
- Training for Inspectors: Provide training to staff on recognizing defects and using inspection tools effectively.
- Feedback Loop: Use inspection data to inform process improvements and address recurring issues.
7. Control and Monitoring Systems

Overview
Control and monitoring systems automate and synchronize various plant operations, ensuring efficiency, consistency, and quality in the powder coating process.
Components and Features
7.1. PLC Systems (Programmable Logic Controllers)
- Purpose: Automate and control equipment functions throughout the plant.
- Features:
- Centralized Control: Manage multiple systems from a single interface.
- Real-Time Monitoring: Track performance metrics and adjust settings as needed.
- Data Logging: Record operational data for analysis and process optimization.
7.2. Data Logging and Analysis Tools
- Purpose: Collect and analyze production data to improve efficiency and quality.
- Features:
- Trend Analysis: Identify patterns and trends in production metrics.
- Performance Dashboards: Visualize key performance indicators (KPIs) for easy monitoring.
- Predictive Maintenance: Use data to anticipate equipment maintenance needs and prevent downtime.
Key Considerations
- System Integration: Ensure seamless integration with existing equipment and software.
- User Interface: Provide intuitive and user-friendly interfaces for operators.
- Cybersecurity: Implement security measures to protect sensitive data and control systems.
8. Safety and Environmental Controls
Overview
Safety and environmental controls are essential for protecting workers and ensuring compliance with regulations. These systems manage hazards and minimize environmental impact.
Components and Features
8.1. Fire Suppression Systems
- Purpose: Prevent and control powder fires or explosions in booths and ovens.
- Features:
- Automatic Detection and Suppression: Quickly identify and extinguish fires.
- Integration with Control Systems: Automatically shut down equipment in case of fire.
- Regular Testing and Maintenance: Ensure systems are operational and compliant with safety standards.
8.2. Ventilation and Filtration Systems
- Purpose: Maintain air quality by removing dust, fumes, and volatile organic compounds (VOCs).
- Features:
- High-Efficiency Particulate Air (HEPA) Filters: Capture fine particles and contaminants.
- Exhaust Fans and Ductwork: Ensure proper airflow and ventilation.
- Regular Filter Replacement: Maintain efficiency and prevent clogs.
8.3. Personal Protective Equipment (PPE)
- Purpose: Provide workers with necessary safety gear to protect against hazards.
- Components:
- Respirators and Masks: Protect against inhalation of powder particles and fumes.
- Safety Glasses and Goggles: Shield eyes from dust and chemical splashes.
- Gloves and Protective Clothing: Prevent skin contact with chemicals and powders.
Key Considerations
- Compliance with Regulations: Adhere to local and international safety and environmental standards.
- Safety Training: Conduct regular training sessions on safety protocols and emergency procedures.
- Continuous Improvement: Regularly review and update safety measures to address emerging risks and regulations.
Conclusion
Each component of a powder coating plant plays a vital role in ensuring a successful and efficient coating process. By understanding the details and functions of these components, businesses can design and operate a plant that meets their specific needs and production goals. Investing in the right equipment and systems, along with proper training and maintenance, will lead to high-quality finishes, increased productivity, and long-term success in the powder coating industry.
Installation time estimate

Estimating the installation time for a powder coating plant involves considering several factors such as the size of the operation, complexity of the equipment, facility preparation, and the efficiency of the installation team. Below is a detailed breakdown of the installation time estimate, including factors that can influence the timeline and strategies to ensure a smooth installation process.
Installation Time Estimate for a Powder Coating Plant
Factors Influencing Installation Time
- Scale and Complexity of the Plant
- Size and layout of the facility
- Number and type of equipment components
- Type of Equipment
- Manual vs. automated systems
- Batch vs. continuous production lines
- Site Preparation
- Existing infrastructure readiness
- Facility modifications needed
- Installation Team and Expertise
- Experience and skills of the installation crew
- Availability of necessary resources and tools
- Regulatory Compliance and Inspections
- Time required for permits and approvals
- Safety inspections and certifications
- Coordination and Scheduling
- Coordination between vendors, contractors, and stakeholders
- Availability of equipment and personnel
Estimated Installation Time by Component
Here is an approximate installation timeline for each major component of a powder coating plant. These estimates are generalized and may vary depending on specific project requirements.
1. Pre-Treatment System
- Time Estimate: 1 to 3 weeks
- Activities:
- Delivery and setup of washing, rinsing, and drying stations
- Plumbing and drainage installations
- Testing and calibration of chemical dosing systems
2. Powder Coating Booths
- Time Estimate: 1 to 2 weeks
- Activities:
- Assembly and installation of booth structures
- Integration of ventilation and powder recovery systems
- Setup of lighting and electrical connections
3. Powder Application Equipment
- Time Estimate: 1 to 2 weeks
- Activities:
- Installation of electrostatic spray guns and control units
- Calibration of application settings and nozzles
- Testing for uniform powder distribution
4. Conveyor System
- Time Estimate: 2 to 4 weeks
- Activities:
- Layout design and track installation
- Assembly of conveyor components and drives
- Testing for load capacity and speed control
5. Powder Coating Ovens
- Time Estimate: 2 to 3 weeks
- Activities:
- Installation of oven structures and insulation
- Setup of heating systems and temperature controls
- Testing for temperature uniformity and energy efficiency
6. Cooling and Inspection Stations
- Time Estimate: 1 to 2 weeks
- Activities:
- Installation of cooling systems and airflow management
- Setup of inspection stations and quality control tools
- Training staff on inspection procedures
7. Control and Monitoring Systems
- Time Estimate: 1 to 2 weeks
- Activities:
- Installation of PLC systems and control panels
- Integration with other equipment components
- Testing and validation of automation processes
8. Safety and Environmental Controls
- Time Estimate: 1 to 2 weeks
- Activities:
- Installation of fire suppression and ventilation systems
- Setup of safety barriers and emergency stops
- Safety audits and compliance checks
Total Estimated Installation Time
The total estimated installation time for a powder coating plant can range from 8 to 18 weeks, depending on the scale and complexity of the project. Here’s a breakdown by plant size:
- Small-Scale Operations: 8 to 10 weeks
- Medium-Scale Operations: 10 to 14 weeks
- Large-Scale Operations: 14 to 18 weeks
Strategies for Reducing Installation Time
- Detailed Planning and Coordination
- Develop a comprehensive project plan with clear timelines and milestones.
- Coordinate with vendors, contractors, and stakeholders to align schedules and resources.
- Pre-Fabrication and Pre-Assembly
- Opt for pre-fabricated components to reduce on-site assembly time.
- Pre-assemble equipment off-site where possible to minimize installation complexity.
- Experienced Installation Team
- Hire experienced professionals familiar with powder coating systems and processes.
- Conduct regular training and briefings to ensure the team is well-prepared.
- Efficient Site Preparation
- Ensure the facility is ready for installation before equipment arrives.
- Complete necessary infrastructure upgrades and modifications in advance.
- Streamlined Permitting and Inspections
- Obtain permits and approvals early in the project timeline.
- Schedule inspections and certifications to avoid delays.
- Contingency Planning
- Identify potential risks and develop contingency plans to address unforeseen issues.
- Allocate buffer time in the schedule for unexpected challenges.
Conclusion
The installation of a powder coating plant is a complex process that requires careful planning and coordination. By understanding the factors that influence installation time and implementing strategies to streamline the process, businesses can achieve a successful setup that meets their production goals and timelines.
Maintenance schedule tips

Creating a maintenance schedule for a powder coating plant is essential for ensuring efficient operation, minimizing downtime, and extending the lifespan of your equipment. A well-structured maintenance plan should address the needs of each component, including pre-treatment systems, powder coating booths, application equipment, conveyors, ovens, and safety controls. Here are some tips and guidelines to help you develop an effective maintenance schedule.
Tips for Creating a Maintenance Schedule for a Powder Coating Plant
1. Understand Equipment Requirements
- Read Manufacturer Guidelines: Start by reviewing the maintenance recommendations provided by the equipment manufacturers. These guidelines offer valuable insights into the specific needs and intervals for each component.
- Identify Critical Components: Prioritize maintenance for critical components that directly impact production quality and efficiency, such as spray guns, ovens, and conveyors.
2. Develop a Comprehensive Maintenance Plan
- Routine Inspections: Schedule regular inspections to identify wear and tear, leaks, or potential issues before they escalate. Inspections should cover all plant components, including electrical, mechanical, and safety systems.
- Preventive Maintenance: Implement a preventive maintenance schedule that includes tasks such as cleaning, lubrication, calibration, and parts replacement. This helps prevent unexpected breakdowns and maintains optimal performance.
- Predictive Maintenance: Utilize data analytics and monitoring tools to predict equipment failures and schedule maintenance based on condition and usage patterns.
3. Create a Detailed Maintenance Schedule
- Daily Maintenance Tasks:
- Check air pressure and filtration systems.
- Inspect spray guns and nozzles for clogs or wear.
- Clean work areas and remove powder buildup.
- Weekly Maintenance Tasks:
- Inspect conveyor systems for alignment and wear.
- Lubricate moving parts such as bearings and chains.
- Check temperature settings and calibrate sensors.
- Monthly Maintenance Tasks:
- Conduct a thorough inspection of pre-treatment systems.
- Inspect and clean ventilation and exhaust systems.
- Test and recalibrate control systems.
- Quarterly Maintenance Tasks:
- Perform a detailed inspection of the ovens for heat distribution and insulation integrity.
- Replace worn-out components such as belts and filters.
- Review and update safety protocols.
- Annual Maintenance Tasks:
- Conduct a comprehensive review of the entire plant.
- Audit compliance with safety and environmental regulations.
- Plan for equipment upgrades or replacements as needed.
4. Document Maintenance Activities
- Record Keeping: Maintain detailed records of all maintenance activities, including dates, tasks performed, and any issues identified. This documentation helps track equipment performance and identifies recurring problems.
- Use Digital Tools: Consider using computerized maintenance management systems (CMMS) to schedule, track, and analyze maintenance activities. Digital tools can provide reminders, automate scheduling, and generate reports.
5. Train and Empower Staff
- Employee Training: Train employees on the importance of maintenance and proper procedures. Ensure they understand how to identify and report issues and perform routine tasks.
- Empowerment: Encourage staff to take ownership of their equipment and be proactive in reporting potential problems.
6. Monitor Key Performance Indicators (KPIs)
- Track KPIs: Monitor KPIs such as equipment uptime, mean time between failures (MTBF), and maintenance costs to evaluate the effectiveness of your maintenance program.
- Continuous Improvement: Use KPI data to identify areas for improvement and make data-driven decisions to enhance maintenance strategies.
7. Plan for Spare Parts and Inventory
- Spare Parts Management: Maintain an inventory of critical spare parts to minimize downtime during repairs. Track usage patterns to ensure adequate stock levels.
- Vendor Relationships: Build strong relationships with equipment suppliers to ensure quick access to parts and technical support.
8. Evaluate and Adjust the Maintenance Plan
- Regular Reviews: Periodically review and update the maintenance schedule based on equipment performance, technological advancements, and changing production needs.
- Feedback Loop: Encourage feedback from maintenance staff and operators to identify pain points and improve processes.
Sample Maintenance Schedule Template
Here’s a sample template to help you structure your maintenance schedule:
| Frequency | Task | Details |
|---|---|---|
| Daily | Check air pressure | Ensure proper airflow for spray guns and equipment. |
| Inspect spray guns | Look for clogs, wear, and powder buildup. | |
| Clean work areas | Remove excess powder and debris from booths and equipment. | |
| Weekly | Inspect conveyor systems | Check alignment and wear of belts and chains. |
| Lubricate moving parts | Apply lubrication to bearings, chains, and gears. | |
| Calibrate temperature settings | Ensure accurate temperature readings in ovens. | |
| Monthly | Inspect pre-treatment systems | Check tanks, pumps, and chemical levels. |
| Clean ventilation systems | Remove dust and powder buildup in filters and ducts. | |
| Test control systems | Verify functionality and accuracy of control units. | |
| Quarterly | Inspect oven heat distribution | Check for even heat distribution and insulation integrity. |
| Replace worn components | Swap out belts, filters, and other wear-prone parts. | |
| Review safety protocols | Update safety measures and conduct training if needed. | |
| Annually | Conduct plant-wide inspection | Evaluate overall condition and performance. |
| Audit compliance with regulations | Ensure adherence to safety and environmental standards. | |
| Plan equipment upgrades | Assess the need for new equipment or technology upgrades. |
Conclusion
Implementing a well-structured maintenance schedule is vital for the smooth operation and longevity of your powder coating plant. By focusing on preventive and predictive maintenance, documenting activities, and involving your team, you can reduce downtime, improve efficiency, and maintain high-quality production standards.
Powder Coating Oven Types
Powder coating ovens are a critical component of the powder coating process, providing the heat necessary to cure the powder and ensure a durable finish. There are several types of powder coating ovens, each designed to meet different production needs and efficiency levels. This guide will cover the various types of powder coating ovens, their features, benefits, and applications, helping you choose the right oven for your specific requirements.
Types of Powder Coating Ovens
1. Batch Ovens
Batch ovens are designed to cure powder coatings for small to medium-sized production runs. They are ideal for operations that require flexibility in coating different part sizes and types.
Features:
- Flexibility: Accommodates various part sizes and shapes.
- Energy Efficiency: Often includes insulation and heat recovery systems to reduce energy consumption.
- Manual or Semi-Automatic Operation: Suitable for low to moderate production volumes.
Benefits:
- Cost-Effective: Lower initial investment compared to continuous ovens.
- Versatile: Can handle a variety of coating tasks, including custom and complex shapes.
- Ease of Use: Simple to operate and maintain.
Applications:
- Small businesses and job shops
- Custom and prototype work
- Low to medium production volumes
Common Types of Batch Ovens:
- Walk-In Ovens: Large enough for operators to enter and load parts, suitable for oversized items.
- Cabinet Ovens: Smaller units ideal for small parts or lower-volume production.
- Truck-In Ovens: Designed for loading parts on racks or carts that can be rolled into the oven.
2. Conveyor Ovens
Conveyor ovens are designed for high-volume production and continuous processing. They automate the curing process, improving efficiency and consistency.
Features:
- Continuous Operation: Ideal for high production rates and large-scale operations.
- Automated Conveyor Systems: Transport parts through the oven for consistent curing.
- Variable Speed Control: Allows adjustment of conveyor speed to match curing requirements.
Benefits:
- High Throughput: Capable of processing large quantities of parts quickly.
- Consistent Quality: Ensures uniform curing across all parts.
- Reduced Labor Costs: Automation reduces the need for manual intervention.
Applications:
- Automotive and aerospace industries
- High-volume manufacturing plants
- Standardized parts production
Common Types of Conveyor Ovens:
- Monorail Ovens: Parts are hung from an overhead conveyor and pass through the oven in a linear path.
- Chain-On-Edge Ovens: Parts are attached to fixtures on a conveyor chain, suitable for heavier items.
- Flat-Belt Ovens: Use a flat conveyor belt to transport parts, ideal for lightweight or flat components.
3. Infrared Ovens
Infrared ovens use infrared radiation to cure powder coatings, offering a fast and energy-efficient alternative to conventional ovens. They are often used in combination with other oven types to optimize curing.
Features:
- Fast Heating: Infrared radiation provides rapid heat-up and curing times.
- Energy Efficiency: Direct heating reduces energy consumption compared to convection ovens.
- Compact Size: Smaller footprint compared to traditional ovens.
Benefits:
- Quick Curing: Significantly reduces curing times, increasing throughput.
- Targeted Heating: Infrared heat can be focused on specific areas, reducing overall energy use.
- Improved Finish: Provides smooth and even curing, minimizing defects.
Applications:
- Automotive and consumer electronics
- Applications requiring quick turnaround
- Parts with complex shapes or heat-sensitive materials
Common Types of Infrared Ovens:
- Short-Wave Infrared Ovens: Provide intense heat for fast curing, suitable for thicker coatings.
- Medium-Wave Infrared Ovens: Balance between heat intensity and penetration, ideal for general applications.
- Long-Wave Infrared Ovens: Gentle heat suitable for heat-sensitive substrates.
4. Gas-Fired Ovens
Gas-fired ovens use natural gas or propane as a heat source. They are popular for large-scale operations due to their efficiency and cost-effectiveness.
Features:
- High Heat Output: Efficiently generates high temperatures for rapid curing.
- Cost-Effective: Generally lower operating costs compared to electric ovens.
- Robust Construction: Designed to handle heavy-duty industrial use.
Benefits:
- Reduced Operating Costs: Lower energy costs compared to electric ovens, especially for large volumes.
- Reliable Performance: Consistent heating for uniform curing.
- Scalability: Suitable for large-scale production and expansion.
Applications:
- Automotive and heavy equipment manufacturing
- Large industrial operations
- High-volume powder coating lines
Common Types of Gas-Fired Ovens:
- Direct-Fired Ovens: Burners directly heat the air inside the oven chamber, providing fast and efficient heating.
- Indirect-Fired Ovens: Heat exchangers separate combustion gases from the oven air, offering cleaner operation.
5. Electric Ovens
Electric ovens use electrical heating elements to generate heat for curing powder coatings. They are commonly used in smaller operations due to their ease of use and installation.
Features:
- Precise Temperature Control: Offers accurate and consistent temperature settings.
- Easy Installation: No need for gas lines or combustion venting.
- Low Maintenance: Fewer moving parts compared to gas-fired ovens.
Benefits:
- Safe and Clean: No combustion gases, reducing emissions and improving air quality.
- Consistent Performance: Stable temperature control ensures uniform curing.
- Versatile: Suitable for various applications and materials.
Applications:
- Small to medium-sized businesses
- Custom and low-volume production
- Applications with strict environmental regulations
Common Types of Electric Ovens:
- Forced-Air Convection Ovens: Use fans to circulate heated air for uniform temperature distribution.
- Static Ovens: Rely on natural convection, suitable for delicate or sensitive parts.
6. Combination Ovens
Combination ovens integrate multiple heating methods, such as infrared and convection, to provide flexibility and optimize curing processes.
Features:
- Multi-Mode Operation: Allows switching between or combining different heating methods.
- Optimized Curing: Adjusts curing methods based on part size, shape, and material.
- Flexible Configuration: Customizable to meet specific production needs.
Benefits:
- Versatility: Capable of handling a wide range of parts and coatings.
- Improved Efficiency: Combines the strengths of different heating methods for optimal results.
- Enhanced Finish Quality: Provides tailored curing conditions to minimize defects.
Applications:
- Complex parts with varying geometries
- Industries requiring rapid production changes
- Specialized coating applications
Considerations for Choosing the Right Powder Coating Oven
When selecting a powder coating oven, consider the following factors:
- Production Volume:
- Choose batch ovens for low to medium production and conveyor ovens for high-volume operations.
- Part Size and Shape:
- Consider the size, weight, and geometry of the parts to determine the appropriate oven type.
- Energy Efficiency:
- Evaluate energy consumption and costs, especially for large-scale operations.
- Temperature Requirements:
- Ensure the oven can maintain consistent temperatures for your specific powder coatings.
- Space and Layout:
- Consider the available space and how the oven will fit into your production line layout.
- Budget and Cost:
- Balance initial investment with long-term operating costs and return on investment.
- Regulatory Compliance:
- Ensure the oven meets local safety and environmental regulations.
Conclusion
Selecting the right powder coating oven is crucial for achieving high-quality finishes and efficient production. By understanding the features, benefits, and applications of each oven type, businesses can make informed decisions that align with their production needs and goals. Investing in the right oven will enhance productivity, reduce costs, and ensure a durable, attractive finish on your coated products.
Powder coating oven maintenance tips

Proper maintenance of powder coating ovens is crucial to ensure efficient operation, consistent curing quality, and the longevity of the equipment. A well-maintained oven minimizes downtime, reduces energy consumption, and prevents costly repairs. Below are comprehensive tips and guidelines for maintaining powder coating ovens effectively.
Powder Coating Oven Maintenance Tips
1. Regular Cleaning
Keeping the oven clean is essential to prevent powder buildup, which can affect performance and finish quality.
Cleaning Tips:
- Daily Cleaning:
- Inspect and Clean Interior Surfaces: Remove any powder buildup on oven walls, floors, and ceilings.
- Clean Heating Elements: Check and clean heating elements to ensure efficient heat transfer.
- Vacuum or Sweep the Floor: Remove any loose powder or debris from the oven floor.
- Weekly Cleaning:
- Clean Air Ducts and Vents: Ensure proper airflow and ventilation by cleaning ducts and vents regularly.
- Wipe Down Doors and Seals: Clean door seals and check for any damage that could affect insulation.
- Monthly Cleaning:
- Deep Clean Oven Interior: Use a non-abrasive cleaner to deep clean the oven interior and remove any stubborn residue.
- Inspect and Clean Exhaust Systems: Check and clean exhaust fans and filters to prevent blockages.
2. Routine Inspections
Regular inspections help identify potential issues before they become major problems, ensuring the oven operates at peak efficiency.
Inspection Tips:
- Daily Inspections:
- Check Temperature Settings: Verify that the oven reaches and maintains the correct curing temperature.
- Monitor Airflow: Ensure that fans and blowers are functioning correctly for even heat distribution.
- Inspect Doors and Seals: Check for gaps or damage that could lead to heat loss.
- Weekly Inspections:
- Inspect Electrical Components: Check wiring, connections, and control panels for signs of wear or damage.
- Check for Unusual Noises: Listen for any unusual noises that might indicate mechanical issues.
- Monthly Inspections:
- Inspect Insulation: Check oven insulation for any damage or wear that could reduce energy efficiency.
- Examine Conveyor Systems: For conveyor ovens, inspect belts, chains, and rollers for wear and alignment.
3. Calibration and Testing
Regular calibration and testing ensure that the oven operates at the correct temperature and settings, maintaining coating quality.
Calibration Tips:
- Temperature Calibration:
- Use Thermocouples: Place thermocouples at various points in the oven to verify temperature uniformity.
- Adjust Temperature Controllers: Calibrate controllers to maintain consistent curing temperatures across the oven.
- Testing Performance:
- Conduct Cure Tests: Perform test runs with sample parts to ensure that coatings are cured properly.
- Check Heating Elements: Test heating elements for consistent output and replace any that are faulty.
4. Preventive Maintenance
Implementing a preventive maintenance schedule helps prevent unexpected breakdowns and extends the life of the oven.
Preventive Maintenance Tips:
- Lubrication:
- Lubricate Moving Parts: Apply lubrication to bearings, chains, and other moving parts to reduce friction and wear.
- Component Replacement:
- Replace Worn Parts: Regularly check and replace parts like belts, seals, and filters that show signs of wear.
- Fan and Blower Maintenance:
- Inspect and Clean Fans: Check fans for balance and clean them to prevent vibration and noise.
- Replace Worn Bearings: Replace any bearings that are noisy or show signs of wear.
5. Safety and Compliance
Ensuring safety and regulatory compliance is critical for protecting workers and meeting industry standards.
Safety Tips:
- Fire Safety:
- Check Fire Suppression Systems: Ensure that fire suppression systems are operational and regularly serviced.
- Install Smoke Detectors: Regularly test smoke detectors and alarms to ensure they are functional.
- Electrical Safety:
- Inspect Wiring and Connections: Regularly check electrical wiring and connections for signs of wear or damage.
- Conduct Safety Audits: Perform regular safety audits to ensure compliance with safety regulations.
6. Documentation and Record Keeping
Keeping detailed records of maintenance activities helps track oven performance and identify trends or recurring issues.
Documentation Tips:
- Maintain a Maintenance Log: Record all maintenance activities, including inspections, cleaning, and repairs.
- Track Performance Metrics: Monitor metrics such as energy consumption, downtime, and repair frequency.
7. Staff Training and Awareness
Proper training ensures that staff are equipped to perform maintenance tasks safely and effectively.
Training Tips:
- Provide Comprehensive Training: Train staff on oven operation, maintenance procedures, and safety protocols.
- Encourage Proactive Maintenance: Empower staff to identify and report potential issues promptly.
Sample Maintenance Schedule for Powder Coating Ovens
Below is a sample maintenance schedule to help you organize and plan oven maintenance tasks:
| Frequency | Task | Details |
|---|---|---|
| Daily | Clean interior surfaces | Remove powder buildup from oven walls, floors, and ceilings. |
| Check temperature settings | Verify that the oven reaches the correct curing temperature. | |
| Inspect doors and seals | Look for gaps or damage that could lead to heat loss. | |
| Weekly | Clean air ducts and vents | Ensure proper airflow and ventilation. |
| Inspect electrical components | Check wiring, connections, and control panels for wear. | |
| Lubricate moving parts | Apply lubrication to bearings, chains, and other components. | |
| Monthly | Deep clean oven interior | Use non-abrasive cleaner to remove stubborn residue. |
| Calibrate temperature controllers | Verify and adjust temperature settings for consistency. | |
| Inspect insulation and conveyor systems | Check insulation integrity and conveyor alignment. | |
| Quarterly | Test heating elements and fans | Ensure consistent output and replace faulty components. |
| Review safety protocols and systems | Update safety measures and test fire suppression systems. | |
| Annually | Conduct comprehensive performance review | Evaluate overall condition and plan for upgrades. |
| Audit compliance with regulations | Ensure adherence to safety and environmental standards. |
Conclusion
Regular maintenance of powder coating ovens is essential for achieving high-quality finishes, maintaining production efficiency, and ensuring equipment longevity. By implementing a structured maintenance plan, conducting regular inspections, and training staff, businesses can minimize downtime, reduce costs, and maintain a safe working environment.
EMS Powder Coating Equipment
Powder coating equipment is used to apply a thin layer of powder over a metal surface. This type of coating is applied by an electrostatic process and is a very popular method for finishing metal parts.
This type of equipment can be divided into two main categories: automatic and manual. Automatic booths are more popular because they provide better production rates, but they are also more expensive.
A powder booth is an enclosure in which the powder-coating process takes place. Powder-coating equipment includes an oven where the parts are heated to activate the powder, a gun that sprays or brushes on the powder, a conveyor belt that moves parts through the oven, and cartridge-type guns for applying thicker coatings with less overspray.
Powder coating is a technique that is used to provide a finish to metal parts. This technique has been in use for many years and it is still one of the most popular techniques today.
Powder coating equipment consists of booths, ovens, guns, machines, lines and conveyors. A booth can be either automatic or manual. An automatic booth is more expensive than a manual booth but it is also faster and more efficient.